-

 青岛压接式叠层母排厂家
发布时间:2026.01.24
青岛压接式叠层母排厂家
发布时间:2026.01.24
从电气性能角度看,叠层母排的一个重要特点是其极低的寄生电感。由于正负导电层在叠压后紧密平行相对,根据电磁感应原理,流经相邻层间的方向相反的电流所产生的磁场会相互抵消,从而明显削弱了整体的回路电感。这种...
-
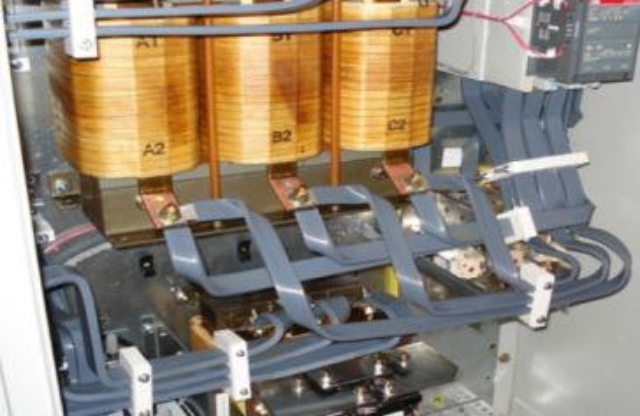
 南通叠层母排公司
发布时间:2026.01.23
南通叠层母排公司
发布时间:2026.01.23
绝缘电阻下降或发生击穿是另一类常见问题。这往往源于绝缘材料本身在长期高温、电场或机械应力作用下发生老化,导致其介电性能劣化。制造过程中的瑕疵,如层间存在金属毛刺、气泡或杂质,也会在强电场下形成放电通道...
-
 江苏高压叠层母排定做
发布时间:2026.01.21
江苏高压叠层母排定做
发布时间:2026.01.21
叠层母排的安装过程需特别注意对其绝缘性能的保护。在搬运与定位时,操作人员应佩戴洁净手套,避免手部直接接触绝缘层及导电接触面。在将其安装到设备机柜或功率模块上时,必须全程留意母排的周边环境,确保其与任何...
-
 深圳绝缘叠层母排生产
发布时间:2026.01.20
深圳绝缘叠层母排生产
发布时间:2026.01.20
叠层母排绝缘材料的选择需首要考量其电气绝缘性能,这直接关系到设备的安全运行。关键参数包括材料的绝缘电阻率、介电强度以及相对介电常数。介电强度决定了绝缘层在承受高电压而不被击穿的能力,必须留有足够的安全...
-
 绍兴低寄生电感母排加工
发布时间:2026.01.18
绍兴低寄生电感母排加工
发布时间:2026.01.18
母排的温升管理与散热设计是定制过程中不可忽视的技术重点。母排的长期载流能力较终受限于其较高允许温升。定制时需根据实际运行电流计算稳态及暂态温升,并通过改变导体截面积、表面处理工艺及散热方式来控制温度。...
-
南通高导电率母排批发
发布时间:2026.01.17
焊接与铆接工艺用于实现母排之间的长久性连接,适用于空间受限或高机械强度要求的场合。氩弧焊与高频钎焊是常用的焊接方法,关键在于控制热输入量以避免母材晶粒粗大或产生焊接缺陷,同时需使用相匹配的焊料保证导电...
-
 湖州铆装母排设计
发布时间:2026.01.15
湖州铆装母排设计
发布时间:2026.01.15
表面处理工艺的选择与执行对母排的长期导电性能与耐腐蚀性至关重要。常见的处理方式包括镀锡、镀银或涂覆抗氧化剂。镀锡工艺能有效防止铜排表面氧化,保持良好的可焊性,且成本相对经济;而在要求更低接触电阻和高防...
-
 江苏铝母排价格
发布时间:2026.01.14
江苏铝母排价格
发布时间:2026.01.14
绝缘方案的定制需与母排的实际安装环境及安全标准紧密匹配。根据绝缘等级、环境湿度、污染等级及空间距离要求,可选择不同的绝缘处理方式。例如,在紧凑型开关柜内可采用整体环氧树脂浇注或硫化绝缘层,以较大化利用...
-
 宁波 紫铜T2母排厂家
发布时间:2026.01.12
宁波 紫铜T2母排厂家
发布时间:2026.01.12
铝排的表面处理与连接工艺是保障其长期稳定运行的重要技术。为抑制铝表面氧化膜的增长并降低接触电阻,通常需进行镀锡或镀银等表面处理。在连接设计上,应优先采用具有恒压力特性的碟形弹簧垫圈配合精确扭矩的螺栓连...
-
温州铝母排公司
发布时间:2026.01.11
品牌信誉、质量控制与售后服务构成母排价格的隐性组成部分。有名品牌或具有严格质量认证体系(如ISO9001、UL认证)的制造商,其产品在原材料采购、生产过程控制、出厂检测等环节通常更为严谨,这虽然增加了...
-
 塑料加工件销售电话
发布时间:2026.01.09
塑料加工件销售电话
发布时间:2026.01.09
异形结构加工的成功,高度依赖于跨学科知识的深度融合与闭环质量验证体系。从初始的CAD模型到较终的实体零件,其链路涵盖了计算力学分析、材料科学、数控编程、精密测量等多个专业领域。例如,通过有限元分析预判...
-
 杭州绝缘加工件定制加工
发布时间:2026.01.08
杭州绝缘加工件定制加工
发布时间:2026.01.08
随着工业自动化的发展,精密绝缘加工件正朝着集成化、定制化方向发展。制造商通过CAD/CAM技术实现设计与加工的无缝衔接,可根据客户需求定制异形绝缘结构件,满足不同设备的特殊安装需求。同时,新型复合材料...
-
 杭州尼龙加工件生产
发布时间:2026.01.07
杭州尼龙加工件生产
发布时间:2026.01.07
多轴联动数控加工是实现异形结构的重要技术手段。当工件的复杂性超越了简单的三维直线运动,五轴甚至更多自由度的加工中心便成为必然选择。它们允许刀具在连续运动中不断调整空间姿态,以比较好的切入角接近那些隐藏...
-
 冲压加工件厂家
发布时间:2026.01.07
冲压加工件厂家
发布时间:2026.01.07
在异形结构加工中,多轴联动数控技术扮演了重要角色。当工件的复杂性超越了三轴机床的线性运动范畴,五轴甚至更多自由度的加工中心便成为必需。这不*意味着刀具可以围绕工件进行连续且平滑的姿态调整,以比较好的切...
-
杭州复杂结构加工件抗冲击测试标准
发布时间:2026.01.06
异形结构加工的成功,高度依赖于一个从设计到验证的闭环系统。它不*只是数控程序的简单执行,更是一个融合了计算力学、材料科学和精密测量学的系统工程。例如,在加工大型薄壁构件前,常利用有限元分析模拟整个加工...
-
新能源电池壳体加工件定做
发布时间:2026.01.06
在氢能源设备中,精密绝缘加工件为燃料电池系统提供关键绝缘保护。氢燃料电池堆的绝缘隔板、高压线束绝缘套等零件,需在氢气环境中保持稳定绝缘性能,同时具备耐氢脆特性。采用改性聚四氟乙烯材料制成的加工件,绝缘...
-
 华东精密成型件价格
发布时间:2026.01.05
华东精密成型件价格
发布时间:2026.01.05
材料选择对于精密金属成型件的性能和质量具有决定性影响。在选择材料时,需要综合考虑材料的强度、韧性、耐腐蚀性、可加工性等因素,以及产品的使用环境和要求。同时,还需要关注材料的成本和可持续性等因素。随着新...
-
 运城铆装母排报价
发布时间:2026.01.05
运城铆装母排报价
发布时间:2026.01.05
温升试验是验证母排长期运行可靠性的重要测试项目。该试验在模拟实际运行的条件下进行,通过施加额定电流直至母排各部位温度达到稳定状态。测试时需在母排表面、连接点及可能的热点区域布置多个温度传感器,如热电偶...
-
新能源叠层母排生产厂家
发布时间:2026.01.04
在安装叠层母排之前,必须对到货产品进行细致的开箱检查。应依据送货清单核对产品型号、规格及数量是否正确,并仔细进行外观检查,确认母排在运输过程中没有发生变形、刮伤或绝缘层破损。同时,需使用万用表对母排各...
-
北京绝缘叠层母排生产厂家
发布时间:2026.01.04
母排与断路器、隔离开关等元器件的连接通常采用螺栓紧固,必须使用经过校准的扭矩扳手,并严格遵循制造商提供的扭矩值。操作时应采用对角交替、分次拧紧的顺序,使接触面压力分布均匀,从而实现较小的接触电阻。扭矩...
-
 杭州铆装母排批发
发布时间:2026.01.03
杭州铆装母排批发
发布时间:2026.01.03
绝缘材料与敷设环境的匹配度直接影响母排系统的长期可靠性。母排绝缘处理方式多样,包括聚酯热缩套管、环氧树脂浸渍、整体绝缘包裹或采用空气绝缘配合足够爬电距离。在潮湿、多粉尘或存在腐蚀性气体的工业环境中,需...
-
哈尔滨压接式叠层母排批发
发布时间:2026.01.03
叠层母排在尺寸方面的验收需严格对照设计图纸与技术协议中的具体要求。验收时应使用高精度测量工具,如卡尺、二次元影像测量仪等,对母排的整体外形尺寸、安装孔位的位置度与孔径、各层导体的厚度以及绝缘层的厚度进...
-
 湖州低电感母排
发布时间:2026.01.02
湖州低电感母排
发布时间:2026.01.02
结构形态的个性化设计是定制母排的重要环节,直接关系到空间利用与电气性能。为适应复杂的柜内布局,母排常需被设计成异形结构,如多层叠放、立体弯折或非对称分支。此类设计必须借助三维仿真软件进行准确建模,以优...
-
 华东异形结构成型件表面处理
发布时间:2026.01.02
华东异形结构成型件表面处理
发布时间:2026.01.02
新能源电池壳体塑料焊接成型件采用超声波焊接工艺,将改性PA66+30%玻纤壳体与密封圈通过频率30kHz、振幅30μm的超声波振动焊接,焊接压力5MPa,焊接时间1.8秒,形成密封强度≥0.8MPa的...
-
 江苏铆装母排设计
发布时间:2026.01.01
江苏铆装母排设计
发布时间:2026.01.01
母排材质的选择首要考虑的是其导电性能。在这一方面,铜,特别是纯铜(紫铜)是应用较为普遍的材料,其拥有较好的电导率,仅次于银,能够以较小的电阻传输电流,从而有效降低在电能传输过程中的能量损耗,表现为较低...
-
 精密成型件厂家
发布时间:2026.01.01
精密成型件厂家
发布时间:2026.01.01
模具技术在精密金属成型件的生产中起着至关重要的作用。模具的设计和制造精度直接影响着成型件的质量和生产效率。高精度的模具能够保证成型件的尺寸精度和一致性,减少废品率。同时,模具的使用寿命和耐磨性也是影响...
-
 华东热成型件报价
发布时间:2025.12.31
华东热成型件报价
发布时间:2025.12.31
然而,如同任何一项技术在发展过程中都会面临挑战一样,塑料焊接成型件的发展进程也并非一帆风顺,同样面临着一系列亟待解决的问题和困难。例如,在焊接过程中不可避免地可能会产生残余应力和细微的变形,这些潜在的...
-
 浙江出口级成型件生产厂家
发布时间:2025.12.31
浙江出口级成型件生产厂家
发布时间:2025.12.31
压铸成型工艺是一种将熔融金属在高压作用下高速充填钢制模具型腔,并迅速冷却成型的精密制造技术。该工艺特别适用于形状复杂、壁薄、表面质量要求高的大批量零件生产,普遍应用于汽车发动机缸体、变速箱外壳、电子设...
-
海口叠层母排厂家
发布时间:2025.12.30
压接质量高度依赖于端子结构设计、压接模具的匹配度以及压接力的准确控制。完成压接后,通常还需进行拉拔力测试以验证其机械强度,确保连接在振动环境下也不会松动。对于结构复杂或存在相对运动需求的连接场景,采用...
-
 乌鲁木齐压接式叠层母排批发价
发布时间:2025.12.30
乌鲁木齐压接式叠层母排批发价
发布时间:2025.12.30
叠层母排的设计赋予了其良好的可定制性与装配工艺性。其层数、每层的形状、厚度以及绝缘材料都可以根据特定的电气参数(如电流等级、耐压要求)、空间布局和热管理需求进行灵活调整。这种模块化和定制化的设计理念,...