新闻中心 - 广东利迅达机器人系统股份有限公司
-
 柳州工业小型打磨去毛刺设备降价
柳州工业小型打磨去毛刺设备降价供应链韧性建设中的自动化布局**后全球供应链重组促使企业重新评估生产布局。利迅达的紧凑型设备支持分布式制造模式,大型制造商可在不同区域部署标准化工作站,通过云端统一管理工艺参数。当某地工厂...
发布时间:2025.12.06 -
 南宁通用小型打磨去毛刺设备检查
南宁通用小型打磨去毛刺设备检查人机交互界面的情境感知进化新一代界面通过摄像头感知操作者身份,自动调取个性化设置。当检测到新手操作时,系统会提供更详细的指导提示;**模式则隐藏辅助信息展示专业参数。情绪识别算法还能通过面...
发布时间:2025.12.05 -
 广州工业双立柱/三立柱机台客服电话
广州工业双立柱/三立柱机台客服电话能耗分析与节能潜力探讨利迅达机台作为一套集成了机器人、多个砂带电机、气动系统和控制柜的自动化设备,其能耗构成主要来自电能和压缩空气。主要的耗电单元是工业机器人本体、砂带驱动电机和控制系统。...
发布时间:2025.12.04 -
 济南工业双工位砂带机打磨设备检修
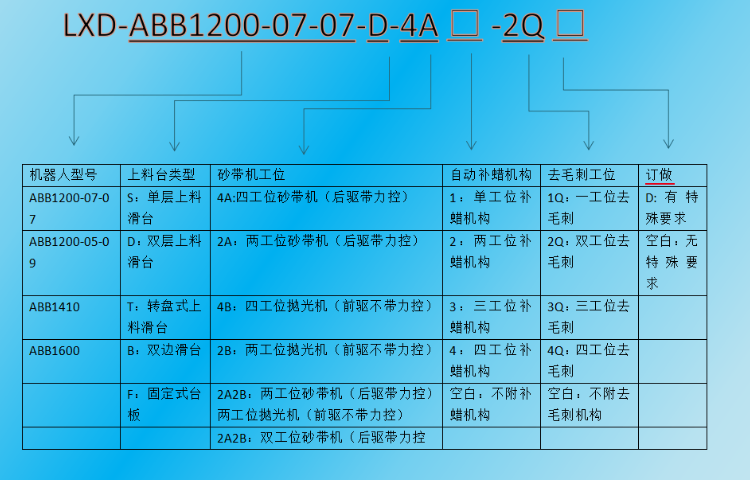
济南工业双工位砂带机打磨设备检修砂带机工位数量配置的战略选择砂带机工位的数量配置是设备选型中****的战略决策之一,它直接决定了设备的理论**大产能、投资规模以及未来的柔性。双工位砂带机(代码2A)是**常见的起始配置,...
发布时间:2025.12.03 -
 钦州定做小型打磨去毛刺设备厂家报价
钦州定做小型打磨去毛刺设备厂家报价利迅达机器人推出的小型打磨去毛刺设备以其优越的性能和适应性,在市场中占据了重要地位。该设备结合了先进的机器人技术和打磨工艺,能够处理多种材料,如金属、塑料和复合材料。在中小型企业中,空间限...
发布时间:2025.12.02 -
 惠州大型铸件去毛刺设备维修
惠州大型铸件去毛刺设备维修在清理速度上,人工依赖角磨机、气铲等工具,每秒只能处理0.01-0.02㎡表面,且面对直径超10mm的浇冒口毛刺,需反复打磨10-15分钟;设备的高压水射流系统(300-800MPa)每秒处理面积达0...
发布时间:2025.12.01 -
 广东国内大型铸件去毛刺设备哪家强
广东国内大型铸件去毛刺设备哪家强大型铸件去毛刺设备搭载的智能化监控系统,是保障重型机械铸件去毛刺精度与作业安全的中枢,通过多维度实时监测实现全流程可控。该系统集成压力、位移、视觉、温度等多类型传感器,每秒可完成 10 次数据采集与分...
发布时间:2025.11.06 -
 浙江多功能大型铸件去毛刺设备常用知识
浙江多功能大型铸件去毛刺设备常用知识在作业速度上,设备实现 “量级突破”:针对挖掘机动臂(长 8-12 米,含深腔窄缝毛刺),人工依赖角磨机 + 气铲清理需 8-12 小时,且深腔底部 10cm 以上毛刺无法去除;设备通过 3D 扫描定...
发布时间:2025.11.06 -
江苏附近哪里有大型铸件去毛刺设备市场价格
设备的模块化柔性夹具从根源减少工装更换:夹具采用 “基础框架 + 可换组件” 设计,基础框架适配 5-50 吨铸件的通用定位,针对不同铸件只需更换局部组件 —— 处理挖掘机动臂时,加装长条形焊缝定位块...
发布时间:2025.11.05 -
 河北定做大型铸件去毛刺设备制造价格
河北定做大型铸件去毛刺设备制造价格粉尘污染控制层面,工艺构建 “源头收集 + 高效过滤” 体系:人工干磨起重机转台弧形接缝时,粉尘排放浓度超 200μg/m³,操作人员需直面矽尘危害,车间粉尘堆积严重;设备在高压水射流、打磨模块处同步...
发布时间:2025.11.04 -
福建销售大型铸件去毛刺设备咨询问价
在夹具柔性适配层面,设备针对不同材质特性定制夹持方案:处理球墨铸铁材质的挖掘机斗杆(易因刚性夹持开裂)时,采用带橡胶缓冲层的弧形夹具,夹持压力控制在 50-60MPa,通过 0.1mm 级自适应微调贴...
发布时间:2025.11.04 -
广东使用大型铸件去毛刺设备方案
闭环水循环系统在节水环保的基础上,通过石英砂 + 活性炭多介质过滤,将水中金属杂质含量控制在 5mg/L 以下。高压水射流作业时,洁净水流可避免杂质颗粒随高压冲击嵌入铸件表面(如球墨铸铁件的微孔),防...
发布时间:2025.11.03