新闻中心 - 深圳市耐斯特智能装备有限公司
-
 四川线材激光锡膏机报价
四川线材激光锡膏机报价从点胶到激光熔化全自动完成,是自动化激光焊锡膏产线的关键。系统集成视觉定位、运动控制、激光发生等模块,实现锡膏定量点涂与激光瞬间加热的自动化循环。全自动化的意义在于将人为因素降至极小,每个焊点的锡膏量...
发布时间:2026.06.23 -
 四川电声器件点锡膏激光焊性价比
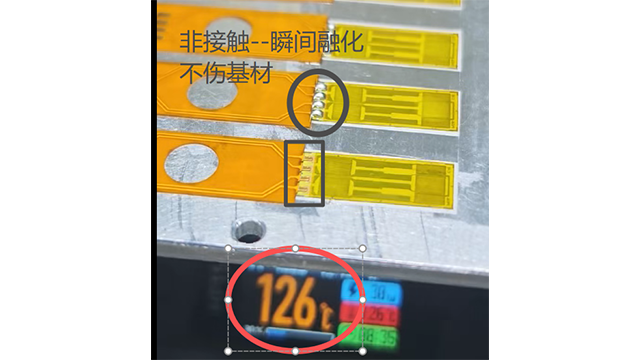
四川电声器件点锡膏激光焊性价比MEMS麦克风(咪头)对热敏感,焊接温度过高会损坏内部振膜。经验表明,激光焊锡瞬间加热,热影响极小,适合焊接咪头焊盘。操作时需精确控制脉冲宽度和能量,脉冲太宽热量累积,能量过高损伤振膜。麦克风厂采用激...
发布时间:2026.06.22 -
 四川DIP工艺激光锡球成功案例
四川DIP工艺激光锡球成功案例采购激光锡膏设备时,价格固然重要,但过度压低采购单价可能导致后续运营成本增加。设备停机率、耗材更换频率、售后响应时效,这些隐性成本在低价设备上可能更为突出。决定总拥有成本的关键因素包括设备的关键部件配...
发布时间:2026.06.21 -
 江浙沪咪头点锡膏激光焊厂家直销
江浙沪咪头点锡膏激光焊厂家直销灵活性取决于设备的轴数和控制算法。标准三轴设备只能平面移动,焊接立体结构需要加旋转轴(如四轴、五轴),让焊头能倾斜、翻转到达指定位置。同时,送锡系统要能配合多轴联动,在复杂轨迹中保持送锡稳定,不能因为...
发布时间:2026.06.20 -
 珠三角自动激光锡球采购
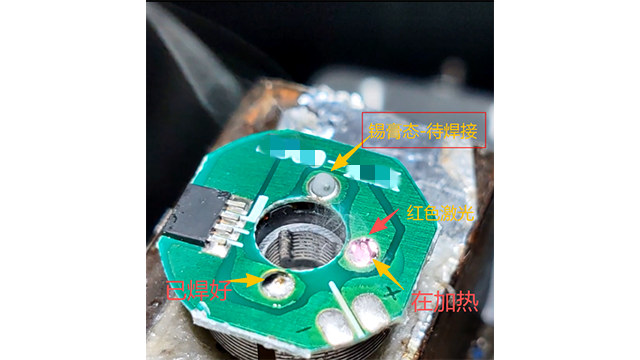
珠三角自动激光锡球采购TWS耳机内部空间紧凑,元器件热敏感性强,焊接需在微小焊盘上完成且不能损伤周边部件。点锡膏激光焊工艺先精确涂覆锡膏,再用激光非接触加热。激光能量高度聚焦,实现快速升降温,有效控制热影响区,保护微型扬声...
发布时间:2026.06.19 -
 重庆半导体激光锡球设备
重庆半导体激光锡球设备非标定制的终点是设备几何参数、工艺控制逻辑与产品物理特性之间的匹配。对于环形焊盘,标准圆形光斑热分布难以覆盖全周,需定制环形光斑实现均匀加热;对于长条形焊盘,线形光斑沿焊盘方向扫描,避免多点定位带来的...
发布时间:2026.06.18 -
四川微型马达激光锡球机安装调试
寻找点锡膏激光焊的源头厂家,关乎设备关键性能与长期供应链稳定。源头厂家具备全流程把控能力,能将激光控制、温控管理与运动平台深度融合,针对微型焊点与热敏感元件优化参数。这对于要求高可靠性的半导体封装或传...
发布时间:2026.06.17 -
 珠三角摄像头激光锡环机源头厂家
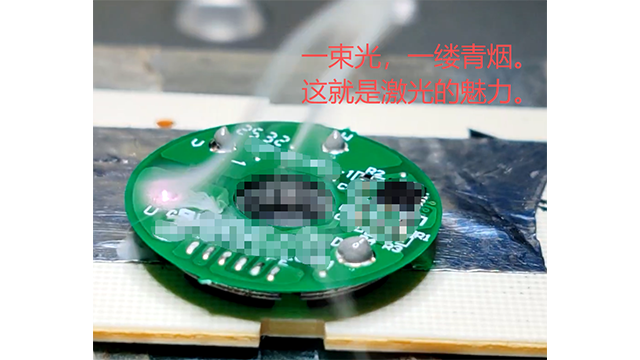
珠三角摄像头激光锡环机源头厂家电子制造中遇到焊接空间狭窄或热敏感元件时,传统方式往往难以处理。激光焊锡的应用范围覆盖了从微型耳机线圈到汽车传感器的多种场景。这项技术的关键在于非接触与局部加热,能够精确完成数据线端子、FPC软板焊点...
发布时间:2026.06.16 -
珠三角微型马达激光锡膏工作站
选择焊接设备生产厂家,对比不同厂家的行业经验和案例积累。有的厂家只卖标准机,对焊接工艺理解不深,遇到问题给不出解决方案;有经验的厂家能根据产品特点推荐合适机型,甚至协助优化焊盘设计、改善良率。选厂家要...
发布时间:2026.06.15 -
四川摄像头激光锡球机报价
智能制造产线中,在线式全自动焊接设备需与MES系统互联,实现数据采集与生产调度。设备应支持工业通讯协议,能够接收MES下发的生产指令与工艺参数,同时将焊接结果、过程数据、报警信息上传至MES,实现实时...
发布时间:2026.06.14 -
 重庆汽车电子激光锡丝打样
重庆汽车电子激光锡丝打样焊接自动化项目成功的关键不*是设备本身,还包括设备背后的工艺能力。激光焊锡机的价值在于将焊接工艺经验固化为设备程序,这要求供应商具备较深的焊接工艺积累、丰富的材料应用经验、快速的问题诊断能力。耐斯特2...
发布时间:2026.06.13 -
深圳TWS激光锡丝重量
电路板上,除了需要焊接的焊点,旁边可能紧挨着塑料连接器、电解电容或BGA芯片。这些元件对热较敏感。点锡膏激光焊时,需要评估精确加热的能力,即能否只加热焊点而对旁边几毫米外的塑料件影响很小。这取决于几个...
发布时间:2026.06.12