商机详情 -
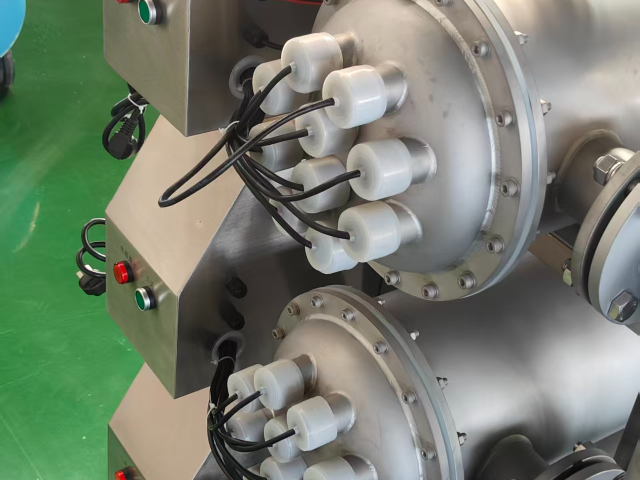
山西化验室用TOC脱除器定制
在精细化工行业,生产过程中使用的原料和产生的中间体种类繁多,导致废水中的有机物成分复杂,TOC含量较高。TOC脱除器针对精细化工废水的特性,采用电芬顿氧化与紫外线催化相结合的工艺。电芬顿氧化是在电极反应的作用下,产生过氧化氢和亚铁离子,进而生成羟基自由基对有机物进行氧化分解。紫外线的加入可催化电芬顿反应,提高羟基自由基的产生效率,增强氧化能力。在TOC脱除器中,设有电解槽和紫外线照射装置,废水在电解槽中发生电芬顿反应,同时在紫外线的催化下,有机物被迅速氧化。通过这种电芬顿氧化-紫外线催化联合工艺,能够有效降低精细化工废水中的TOC含量,解决精细化工废水处理难题,实现行业的可持续发展。 低流量、低 TOC 场景中,低压紫外线 TOC 脱除器更具优势;山西化验室用TOC脱除器定制
污水处理厂的深度处理工艺中,中压紫外线技术展现出明显优势,其工艺流程为二级出水→中压紫外线→深度处理→回用或排放。中压紫外线不*能实现传统的消毒功能,还能有效降解二级出水中残留的有机污染物,尤其在高降雨条件下,由于进水水质波动较大,中压紫外线仍能保持稳定的处理效果,使TOC去除率达到90%以上,大幅提升出水水质。这种处理方式无需添加化学药剂,避免了二次污染,同时设备占地面积小、运行灵活,为污水处理厂实现出水回用或达标排放提供了可靠保障,助力水资源循环利用和环境保护。 黑龙江TOC脱除器TOC 脱除器的处理效率与紫外线剂量、水质条件密切相关。
在印染行业,除了传统的纺织印染废水,还有一些特殊印染工艺产生的废水,其TOC含量和有机物种类更为复杂。TOC脱除器针对这些特殊印染废水,采用多级紫外线氧化与膜分离相结合的工艺。首先,废水经过预处理去除大颗粒杂质后,进入一级紫外线氧化单元,利用中压紫外线对水中的有机物进行初步氧化分解。然后,经过一级处理后的废水进入膜分离单元,如纳滤膜或反渗透膜,去除部分有机物和离子。接着,膜分离后的浓水进入第二级紫外线氧化单元,进行深度氧化处理。通过这种多级紫外线氧化与膜分离相结合的工艺,能够逐步降低废水中的TOC含量,提高处理效果。在TOC脱除器的设计中,根据特殊印染废水的特点,合理选择紫外线的波长和剂量,优化膜分离的操作参数,确保废水处理达到预期目标。
在电子半导体行业严苛的超纯水制备工艺里,TOC中压紫外线脱除器占据着关键地位。完整的工艺流程依次为:原水经预处理后,进入双级反渗透环节,再经EDI处理,接着由紫外线TOC降解系统发挥作用,然后通过终端超滤产出超纯水。其中,双级反渗透与EDI技术携手,先对原水进行初步脱盐并去除部分有机物。随后,中压紫外线TOC降解工艺闪亮登场,进一步深度降低水中TOC含量。之后,配合终端超滤的精细过滤,确保产出的超纯水TOC稳定降至1ppb以下,电阻率高达18.2MΩ・cm以上,完美契合半导体生产对水质的高标准要求。 TOC 脱除器是用于降低水体中总有机碳含量的水处理设备。

在太阳能光伏制造领域,超纯水工艺堪称保障产品质量的“生命线”,其对水质的要求严苛到了近乎完美的程度。而中压紫外线TOC降解技术,无疑是这条“生命线”上为关键的一环。整个超纯水制备工艺流程环环相扣、严谨有序:原水作为起始点,先经过预处理环节,初步过滤掉较大的杂质和悬浮物,为后续处理奠定基础;接着进入双级反渗透阶段,利用半透膜的选择透过性,高效拦截水中的盐分、微生物等物质,大幅降低水的含盐量;随后,中压紫外线TOC降解技术闪亮登场,在通常控制在200-300mJ/cm²的紫外线剂量作用下,精细打击水中的总有机碳(TOC),将其含量从500ppb明显降至20ppb以下;后经过终端处理,进一步去除可能残留的微小颗粒和杂质,产出符合严格标准的超纯水。 中压 TOC 脱除器的余热回收技术可降低整体能源消耗!本地TOC脱除器工厂直销
TOC 脱除器的能耗成本随处理水量和 TOC 浓度增加而上升。山西化验室用TOC脱除器定制
全球TOC中压紫外线脱除器市场近年来呈现快速增长态势,2025年全球中压紫外线杀菌灯市场规模预计保持8-10%的年复合增长率。区域分布上,北美、欧洲和亚太是主要市场,其中亚太地区增长很快,中国市场尤为突出。行业应用方面,电子半导体行业占比比较大,约35-40%,其次是制药、食品饮料、电力和市政水处理行业。市场驱动因素主要包括环保政策趋严、各行业对水质要求提高以及工业用水循环利用需求增加,未来随着技术升级和应用领域拓展,市场规模有望持续扩大,行业整合趋势也将逐步显现。 山西化验室用TOC脱除器定制