商机详情 -
苏州高效脱氮反应器
平板膜脱氮反应器技术特点:对于新建污水处理厂来讲,其占地面积与传统工艺相比占地更小,约为1/3——1/5,可以有效节约土地;如果是对现有污水处理厂进行改造,可以在不增加构筑物的前提下,大幅度提高处理能力;实现生物富集和共代谢作用。可以使污水中世代周期较长的微生物如硝化细菌等得到有效截流,从而有效降解水中的氨氮。而大量微生物聚集在一起的共代谢作用,可以使得一些难于生物降解的有机物得到降解;由于膜的截流作用,使得生物相中的生物浓度很高,可以达到10000mg/l以上,因此起抗冲击负荷能力很强。MBR是一种将高效膜分离技术与传统活性污泥法相结合的新型高效污水处理工艺。苏州高效脱氮反应器

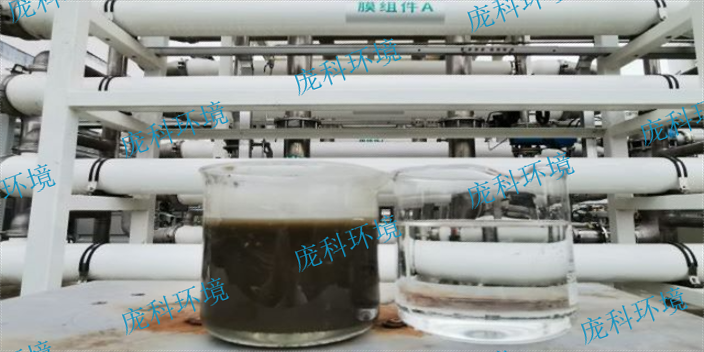
平板膜脱氮反应器的工作原理:MBR是一种将高效膜分离技术与传统活性污泥法相结合的新型高效污水处理工艺,它用具有独特结构的MBR平片膜组件置于曝气池中,经过好氧曝气和生物处理后的水,由泵通过滤膜过滤后抽出。利用MBR膜装置将生化反应池中的活性污泥和大分子有机物质截留住,省掉二沉池。活性污泥浓度因此大幅提高,水力停留时间(HRT)和污泥停留时间(SRT)可以分别控制,而难降解的物质在反应器中不断反应、降解。高效脱氮反应器可适应工业废水高盐分、高毒性、高硝氮、波动大的水质特点。杭州管式膜脱氮反应器市场报价MBR平板膜系统能够去除胶体、颗粒、微生物,完全截留生物反应器中的活性污泥。
平板膜脱氮反应器的控制要点是什么?1、温度,平板膜脱氮反应器系统宜在15℃~35℃下运行。通常,温度上升,膜通量增大,这主要是因为温度升高后降低了活性污泥混合液的粘度,从而降低了渗透阻力。2、操作压力,在控制活性污泥混合液特性基本不变的情况下,膜通量随着压力的增加而增加;但当压力达到一定值,即浓差极化使膜表面溶质浓度达到极限浓度时,继续增大压力几乎不能提高膜通量,反而使膜污堵加剧。浸没式MBR的跨膜压差不宜超过0.05MPa。
平板膜脱氮反应器的关键:膜分离系统是平板膜脱氮反应器的关键,影响着平板膜脱氮反应器的成败。膜生物分离系统对生物反应本质的影响就是对于生物相的影响,无论微滤或超滤膜的孔径都远远小于微生物的细胞使得微生物形成完整的生态系统。由于生物丰富,活性污泥浓度比较高,整个系统的生物饱有量比较大,污染物对于污泥的负荷大,有很好的抗冲击负荷能力。由于活性污泥长期处于低负荷情况,所以污泥的产量比较少,大概是传统活性污泥法污泥量的60%,出水水质好且具有稳定化特点。膜系统能够去除胶体、颗粒、微生物,截留生物反应器中活性污泥。

平板膜脱氮反应器的应用领域:工业废水:各类饮料工厂、酒厂、食品厂、畜牧、屠宰废水处理、染整、皮革、纸浆厂、制药业、高浓度有机等之废水处理、旧有污水厂制程改善、逆渗透系统之前处理。污水回收:大型市政废水处理及再利用、社区生活中水回用、百货、办公大楼中水回用、餐厅或风景区废水处理及再利用、地表水净化处理、洗车厂船舶污水回收再利用。放流水直接过滤,完全取代砂滤。操作人力省、逆洗超快、无逆洗水出现。降低SS保证至10以下,但往往逼近0,取代传统RO前处理。取代纯水制造的前处理。平板膜脱氮反应器操作维护简单方便,且易于实现自动控制管理。南京高负荷脱氮反应器公司
哪些领域会用到管式膜脱氮反应器?苏州高效脱氮反应器
高效脱氮反应器通过强化反硝化微生物的代谢活动,将工业废水中的硝态氮更高效地转化为氮气排出,从而达到降低总氮的效果。它具有以下技术特点:1、具有高效固液分离、有效菌种系统。2、设置旋流布水系统,污泥在延程上分布均匀,避免布水死区和沟流。3、实现高流速运行,传质效率高,并强化生物反应过程。4、实现模块化智能化运行,启动速度快,稳定性强,安全性高,封闭性好。高效脱氮反应器,主要应用于化工、制药、焦化、化肥、电镀、线路板、稀土、冶金、印染、皮革工艺等行业的污水处理领域。苏州高效脱氮反应器
上海庞科环境技术有限公司是以提供厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂内的多项综合服务,为消费者多方位提供厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂,公司位于盛荣路88弄6号楼602-2室,成立于2018-04-16,迄今已经成长为环保行业内同类型企业的佼佼者。上海庞科环境以厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂为主业,服务于环保等领域,为全国客户提供先进厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂。多年来,已经为我国环保行业生产、经济等的发展做出了重要贡献。