商机详情 -
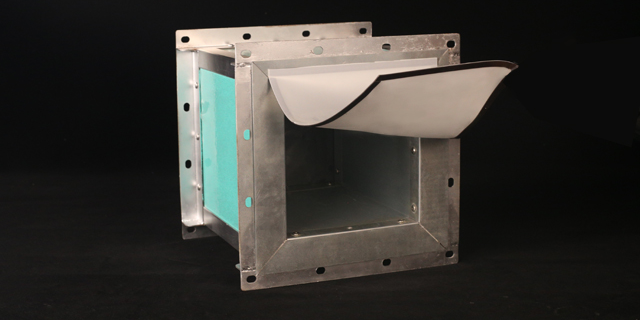
无污染洁净式防排烟复合风管共同合作
洁净风管制作施工前要认真熟悉图纸,对工人进行技术交底,组织对标准规范学习,按系统绘制加工草图。b.风管制作流程材料验收→板材清洗、脱脂→放线下料→咬口→折方→密封胶密封→合缝→铆接法兰→型钢加固→密封胶密封→质量检查→洗涤液清洗→清水清洗→绸布揩擦→塑料膜密封→编号、存放c.风管制作必须经过实测、实量,特别是弯头、三通、来回弯等配件。风管预制深度不得超过80°,避免不必要的返工。d.法兰加工为保证本工程风管质量,风管全部采用法兰连接。法兰在风管制作区加工,加工时其内径应比风管外径大2~3mm,法兰四角应设螺栓孔,铆钉孔距法兰内缘不大于3mm,打螺栓孔时应注意使孔的位置处于角钢中心。同一规格的法兰应能通用。法兰加工完毕,应及时清渣、除锈、刷漆,法兰除锈应露出金属本色,油漆采用优磷化底漆,锌黄环氧底漆和环氧磁漆,不得使用一般的红丹漆和调合漆。漆层应无漏涂、起泡、露底现象。 洁净式防排烟复合风管,选择荣势,就是选择专业与品质。无污染洁净式防排烟复合风管共同合作
洁净厂房的空气质量对于生产过程和产品质量的稳定性至关重要。为了确保空气洁净度,我们采用先进的技术和材料,制造出无TVOC挥发、无粉尘粒子释放的洁净风管。我们的产品经过特殊处理,能够有效地抑制细菌、病毒等微生物的生长,从而保持空气的清洁和卫生。此外,我们的洁净风管还具有高效过滤性能,能够过滤掉空气中的微小颗粒和有害气体,保证空气的质量和生产环境的卫生。选择上海荣势,就是选择专业和信赖!我们将为您提供高质量的产品和服务,为您的洁净厂房保驾护航! 高性价比洁净式防排烟复合风管销售价格荣势环保科技,源头工厂直供,洁净式防排烟复合风管品质保证。我们以源头工厂的品质优势,提供性价比产品。
为了确保洁净风管的准确性和安全性,我们按照系统订货的方式提供服务。在订货过程中,我们需要客户提供准确的平面布置图,并标注风管的耐火极限设计要求。荣势将根据平面布置图及设计要求进行深化图纸的设计,确保每一个细节都符合客户的要求。在确认图纸后,我们将按照一物一码的方式进行生产编码,确保每一个产品都有一个的标识,方便客户进行管理和追踪。上海荣势一直致力于与客户携手共进,为创造一个健康、环保的未来而努力。我们相信,只有通过不断的创新和努力,才能为客户提供更好的产品和服务,为社会的可持续发展做出贡献。
应如何判定相关产品是否符合消防要求?1.防排烟风管产品的耐火极限需根据《通风管道耐火试验方法》(GB/T17428-2009)进行判定,并同时满足耐火完整性和耐火隔热性的要求,需提供相关检测报告。2.防排烟风管产品应采用不燃材料制作,需提供相关检测报告;板材不应含有在高温下会产生烟气或释放有害气体的EPS聚苯颗粒或木屑等有机物,且根据火灾标准温升曲线,产品熔点应大于800℃为宜,玻璃棉、酚醛板等类型产品在当前技术水平下较难满足上述要求,不建议采用。3.当防排烟风管采用复合风管时,复合板材的覆面层粘贴应牢固,表面平整无破损,内部绝热材料不得外露。4.《建筑机电工程抗震设计规范》(GB50981-2014)规定当防排烟管道用于高层建筑及9度地区的建筑时,应采用热镀锌钢板或钢板制作。故用于高层建筑及9度地区建筑的复合风管需内外衬钢板,可不对内外衬钢板厚度做相对应要求,风管整体满足风压强度测试即可,且需厂家提供复合风管满足抗震要求的抗震检测报告,以确保风管系统具有足够的牢固性与韧性,进而确保防排烟系统的可靠性与安全性。。上海荣势环保科技,专业生产洁净式防排烟复合风管。值得信赖。独特的新型材料,确保高效过滤,持久耐用。
上海荣势环保科技有限公司是您值得信赖的合作伙伴。我们提供的服务范围广,包括但不限于以下几个方面:1.防排烟风管系统的设计、制造、安装和调试。2.现有防排烟风管系统的改造和升级。3.防排烟风管系统的维护和保养。4.防排烟风管系统的技术咨询和培训。优势:1.技术和设备:我们拥有先进的生产设备和技术,能够制造出高质量的防排烟风管系统,确保产品的性能和可靠性。2.专业的团队:我们的团队由一批经验丰富、技术精湛的专业人员组成,能够为您提供量身定制的解决方案,并确保项目的顺利实施。3.完善的服务体系:我们提供完善的服务,包括售前咨询、售中服务和售后支持。我们将根据您的实际需求,提供合适的解决方案,并确保产品的长期稳定运行。4.精良的材料:我们采用精良的材料,确保产品的性能和可靠性,为您的安全保驾护航。5.合理的价格:我们始终坚持合理的价格策略,确保我们的产品既具有高质量又具有竞争力。选择上海荣势环保科技有限公司,您将获得超越期待的好产品和专业服务。让我们携手共创一个更加安全、洁净的未来!请联系我们,让我们为您的需求提供完美的解决方案。洁净式防排烟复合风管,选择荣势,选择品质与信赖。隔热洁净式防排烟复合风管工厂
源头工厂直供的洁净式防排烟复合风管,上海荣势环保科技带给您无忧体验。无污染洁净式防排烟复合风管共同合作
洁净风管下料加工风管板的拼接采用单咬口,转角缝采用联合角咬口。风管板材先进行脱脂,然后在风管制作区剪切、咬口、折方、局部脱脂、一次清洗。脱脂用中性洗涤剂除去表面油脂,局部脱脂是除去剪切、咬口部位粘带设备润滑油脂,一次清洗用清水冲净,白绸布揩干。然后进入风管制作区经二次清洗后进行组装,风管不得有横向拼接缝,尽量减少纵向接缝,矩形风管底边宽度等于或小于800mm时,其底边不得有纵向拼接缝。风管闭合缝要用木锤敲打,禁止用铁锤,闭合缝应密实、平整。风管的弯头应视具体型式设单层导流叶片,数量符合规范要求。f.风管成型、加固风管与法兰连接采用翻边铆接,翻边不小于6mm,翻边应平直并贴紧法兰,法兰四角不得有孔洞。风管铆钉采用优平头镀锌铆钉。风管的加强采用角钢框,与横向接缝的极限间矩按要求确定。 无污染洁净式防排烟复合风管共同合作