商机详情 -
一级污水处理设备品牌
对于工业企业来说,污水处理设备更是不可或缺。不同的工业行业产生的废水成分各异,有的含有重金属,有的含有高浓度的有机物,有的则具有强酸性或强碱性。为了满足环保要求,企业必须根据自身的废水特点,安装相应的污水处理设备。这些设备不*要能够高效地去除废水中的有害物质,还要保证处理后的水质稳定,不会对环境造成二次污染。同时,随着环保标准的不断提高,企业也在不断地升级和改进污水处理设备,以适应新的挑战。污水处理设备的发展,离不开科技的进步。如今,越来越多的先进技术被应用到污水处理领域。例如,膜分离技术可以实现高效的固液分离,较大提高了污水处理的效率和水质;智能化控制系统可以实时监测和调整设备的运行参数,确保设备稳定运行;生物技术的不断创新,也为污水处理提供了更多的解决方案。此外,污水处理设备的设计也越来越注重节能环保。通过优化工艺流程、降低能耗、回收利用资源等方式,实现可持续发展的目标。高效能污水处理设备,快速净化污水,让我们的地球更加清洁美丽。一级污水处理设备品牌

在生物处理设备中,活性污泥法、生物膜法、厌氧消化法等技术应用宽泛。活性污泥法通过培养并维持一定浓度的活性污泥,利用污泥中的微生物降解有机物,适用于处理城市污水及部分工业废水。生物膜法则是在填料表面形成一层生物膜,膜上的微生物通过吸附、降解作用去除污水中的污染物,适用于水量较小、有机物浓度较高的污水处理。厌氧消化法则是在无氧条件下,利用厌氧微生物将有机物转化为沼气等能源物质,同时实现污水净化,适用于处理高浓度有机废水。污水处理设备的选型与配置需综合考虑污水水质、处理量、排放标准、投资成本、运行费用及维护管理等多方面因素。合理的设备选型与配置不*能提高处理效率,降低运行成本,还能减少对环境的二次污染,实现经济效益与生态效益的双赢。此外,随着智能化、自动化技术的发展,现代污水处理设备正逐步向智能化、远程监控方向发展,通过集成传感器、PLC控制器、远程通讯等技术,实现设备的远程监控、故障预警与智能调度,进一步提升了设备的管理效率与运行稳定性。一级污水处理设备品牌污水处理技术的进步,为水污染治理提供了有力支撑。
污水处理设备,作为现代城市与农村水环境治理体系中不可或缺的一部分,承担着净化水质、保护水资源、维护生态平衡的重要使命。随着全球工业化进程的加速推进以及城市化水平的不断提升,水资源污染问题日益严峻,污水处理设备的研发与应用显得尤为关键。这些设备通过综合运用物理、化学、生物等多种处理技术,有效去除污水中的悬浮物、溶解性有机物、氮磷等污染物,确保处理后的水质达到国家规定的排放标准或满足再利用要求,为改善环境质量、保障人民健康、推动经济社会可持续发展作出了重要贡献。
污水处理设备,作为环境保护与水资源管理领域的重要基石,承担着净化水质、保护水资源、维护生态平衡的重任。随着全球工业化、城市化进程的加速推进,水资源污染问题日益凸显,污水处理设备的需求也随之激增。这些设备通过综合运用物理、化学、生物等多种处理技术,有效去除污水中的悬浮物、溶解性有机物、氮磷等污染物,确保处理后水质达到排放标准或满足再利用要求,对于保障人民健康、促进经济社会可持续发展具有重要意义。污水处理设备种类繁多,根据处理工艺的不同,可分为物理处理设备、化学处理设备和生物处理设备三大类。物理处理设备,如格栅、沉砂池、沉淀池等,主要通过物理作用去除污水中的悬浮物、漂浮物及砂粒,为后续处理工艺减轻负担。化学处理设备则利用化学反应原理,如混凝、中和、氧化还原等,去除污水中的溶解性污染物,调整水质指标,提高处理效果。而生物处理设备,作为当前污水处理的主流技术,利用微生物的代谢作用,将有机物转化为无机物,同时去除氮、磷等营养物质,具有处理效率高、运行成本低、环境友好等优点。污水处理过程中的污泥处理同样重要,实现资源化利用。

创新污水处理设备——指导未来在科技飞速发展的时代,我们的污水处理设备始终走在创新的前沿。不断引入先进的技术理念,如智能化控制系统、高效节能的处理工艺等。智能化控制系统让设备的操作更加便捷,能够实时监测和调整处理参数,确保设备始终处于比较好运行状态。同时,创新的节能处理工艺较大降低了设备的运行成本,为用户节省开支。我们的污水处理设备不*是解决当前污水问题的利器,更是指导未来环保产业发展的风向标。选择我们的污水处理设备,就是选择与创新同行,为可持续发展的未来奠定坚实基础。自动化控制系统在污水处理中广泛应用,提高管理效率。内蒙古污水处理设备品牌
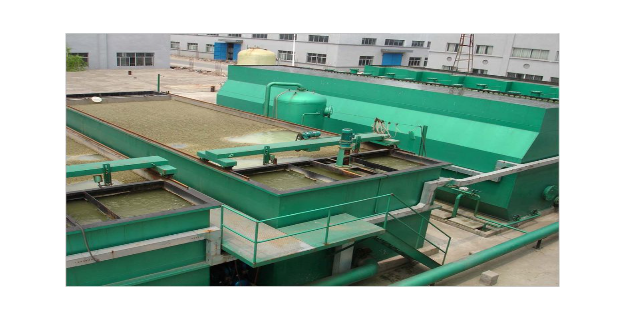
专业级污水处理设备,精心设计每一个细节,为水环境保护而努力。一级污水处理设备品牌
MBR(膜生物反应器)是一种先进的污水处理技术,结合了膜分离与生物处理法,具有以下优点:高效净化:MBR能高效去除污水中的有机物、悬浮物、细菌和病毒,出水水质稳定且达标率高,适用于高标准排放或回用水质要求。占地小:通过整合传统处理单元,MBR大幅减少占地面积,节省土建投资,适合城市紧凑空间或工业用地限制。污泥减量:微生物被膜截留,污泥龄长,剩余污泥量少,降低了污泥处理成本和二次污染风险。操作简便:自动化控制,简化操作与维护,适应水质波动,运行稳定可靠。资源回收:剩余污泥可厌氧消化或发酵,产生沼气或生物气体,促进资源循环利用。然而,MBR也存在一些挑战:高投资:高质量膜组件和设备导致初期投资较高,同时需要较大厂房和土地资源。能耗大:高压过滤和增加曝气强度以保持膜通量,增加了能耗和运行成本。膜污染:易受生物污染和胶体污染,需定期清洗、维护和更换膜,增加维护难度和成本。寿命限制:膜组件使用寿命有限,一般为5年左右,需定期更换,进一步增加成本。MBR工艺以其高效净化、占地小、污泥减量等优势,在污水处理领域具有广阔应用前景。但高投资、高能耗、膜污染及寿命限制等问题也需关注,需综合考虑实际条件,选择污水处理设备。一级污水处理设备品牌