商机详情 -
回液泵站式集中供回系统
间歇调节集中供回系统的工作原理基于切削液“配比—供液—回收—净化—循环”的流程,通过控制方式实现间歇运行,以适应企业的加工节奏。系统启动后进入自动配比阶段,依据预设浓度,流量计定量加入原液和自来水,高粘油泵用于输送高粘度原液,备用配比器作为补充手段,浓度检测仪实时监测浓度并自动调整,相关数据可保存两年用于追溯。供液阶段采用恒压供回方式,供液泵组一备一用,通过变频技术依管路压力调节转速,在达到设定供液时间后气动阀开启向机床水箱定量供液,超高液位传感器用于减少溢出风险。使用后的切削液由水箱溢流装置收集并进入回液泵站,液位控制系统触发回液泵将液体输送至过滤净化装置。净化过程中,离心分离处理细小颗粒,自动走纸过滤(精度20μm,可扩展至3–5μm)进一步去除杂质,真空负压与压差方式的油水分离设备去除浮油,臭氧与曝气装置改善气味,处理后的切削液回流至供液箱进入下一轮运行。浙江蓝沃结合膜技术等手段开发的间歇调节系统可实现循环使用,为企业提供节能与环保方向的切削液处理方式。间歇调节集中供回系统需定期检查过滤单元、管路接口等,做好日常维护保障运行。回液泵站式集中供回系统

工业企业在采购主机过滤净化集中供回系统时,“便宜”通常指综合成本更具合理性,即在采购投入、运行费用和长期使用效果之间取得平衡。系统在运行过程中通过自动配比与供回液方式,减少因人工操作导致的切削液浪费和人力支出;过滤净化流程能够延长切削液的使用周期,从而降低原液消耗与危废处理费用,并减少因环保不达标可能带来的支出。系统在能耗控制方面采用电机与变频技术,运行能耗相对可控;易损件更换较为方便,也有助于降低维护支出。企业在选择设备时,可关注产品质量和服务条件,避免因低成本带来的性能不足和额外费用。浙江蓝沃环保设备股份有限公司基于成熟工艺和合理定价,为企业提供集中供回系统的相关方案。安徽耐腐蚀材质集中供回系统怎么选无人值守集中供回系统通过PLC控制与各类传感器联动,实现无需人工干预的自动运行。
PLC一键操作的集中供回系统需要通过科学保养维持稳定运行,可依据“定期检查、按需更换、专业维护”的方式实施管理。日常工作中,可通过观察PLC控制系统的运行状态,确认压力控制器、液位控制器等传感器的数据是否正常,并留意供液泵和回液泵的运行声音,便于及时识别异常振动或泄漏。过滤环节可定期清理自动走纸过滤装置的滤布,根据使用情况每一至三个月更换一次,精过滤滤芯可每六个月更换,以保持过滤效果,避免杂质累积导致管路堵塞。配比环节可检查原液过滤器和计量器,清理管路内的残留物,维持配比的稳定性,同时关注高粘油泵的运行情况,确保原液输送顺畅。管路部分可每季度进行反冲洗,通过供液管与回液管的联通结构提高回液管末端流速,减少堵塞风险;304不锈钢管路可定期擦拭,减少腐蚀性物质残留。臭氧杀菌装置和曝气装置可每年进行检修,以保持正常使用效果,并可按需备份系统运行数据,降低数据丢失的可能性。保养操作可由经过培训的人员进行,遇到复杂情况时可联系厂家获取技术协助。浙江蓝沃环保设备股份有限公司提供操作与维护培训,并供应备件和相关技术服务,以支持系统在使用过程中保持稳定表现。
工业企业在切削液管理中往往会遇到人工配比误差、加液过程滴漏、液体污染变质以及危废处理费用偏高等情况。无人值守集中供回系统能够针对这些问题提供解决方案。系统具备自动配比功能,通过流量计定量加注原液与自来水,依据设定浓度完成混合,并自动保存相关数据两年,减少人工配比带来的误差与浪费;在供回液方面依托PLC控制,可设定运行时间,实现自动供液与回液,无需持续人工值守,从而降低抛洒风险和人力投入。在净化环节,系统集成离心分离、自动走纸过滤和精过滤滤芯,过滤精度约为3-5μm,并结合臭氧处理和气浮方式去除杂质、浮油及细菌,有助于延长切削液的使用周期,减少废液排放量。管路采用304不锈钢快拆结构,既具备耐压耐腐蚀特性,也便于搬迁或扩容时进行调整。系统通过变频恒压供液技术保持稳定供液,减少机床故障发生,提升生产效率。浙江蓝沃环保设备股份有限公司结合科研机构的技术储备开发了该无人值守系统,可应用于多类加工设备,为企业提供油液管理方案,协助降低运行成本和环境压力。恒压供液集中供回系统具备供压稳定、节能高效等优势,保障加工设备稳定运行。
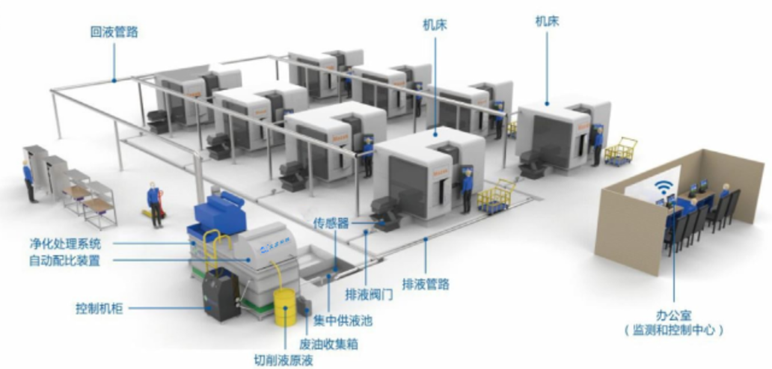
工业企业选择切削液集中供回系统时,可从工况匹配的角度综合考虑加工规模、液体特性与自动化需求。对于大型连续生产线,可选择处理量在10m³/h以上的系统,并配置一用一备的供液泵组以保持运行的连续性;多品种、小批量的加工场景则适合采用模块化组合结构,例如在基础供回单元的基础上,根据后续需求增加浓度检测功能。在过滤精度方面,铸铁加工通常要求约20μm的过滤效果,而铝合金精密切削则可能需要约5μm以下的精度,此时可采用离心分离装置与精过滤滤芯搭配的方式。液体类型也会影响功能单元的选择,乳化液需加强臭氧杀菌环节,合成液则更关注杂质去除效率。智能控制层级取决于管理方式,基础方案可采用时间控制器实现自动运行,较高自动化需求的场景可与MES系统进行接口,实现数据监测与管理。浙江蓝沃环保设备股份有限公司提供的选型服务包括现场勘查与工艺分析,技术团队会依据机床数量、水箱容量及排液特性提出相应配置,如为空间受限的车间提供紧凑型结构,或针对浮油较多的工况增加油水分离单元容量,以更好地适配生产需求。组合式模块集中供回系统具备模块化组装、后期可扩容特点,适配企业不同阶段发展需求。内蒙古智能控制集中供回系统多少钱一台
高效节能集中供回系统的生产流程包含关键部件组装、系统调试等环节,保障设备稳定性能。回液泵站式集中供回系统
企业在选择离心分离装置集中供回系统时,应重点匹配关键技术参数,并结合生产需求、介质特性和场地条件进行分析。主要技术参数包括处理量,主流型号LWGH-10T处理量为10T/H,企业可根据机床数量和单台机床切削液消耗量计算总需求,建议预留10-20%的余量;过滤精度是重要指标,系统通过离心分离与高精度过滤组合,可达5-10μm,高精密加工可选择3-5μm的增强配置。功率参数方面,总机功率7KW,回液泵功率0.55KW,应结合车间供电容量选择;供液参数包括供液量10T/H、供液方式为变频恒压、扬程50米,可满足长距离、多终端供液。尺寸参数需考虑安装空间,主机参考尺寸4200×1500×2500mm,回液泵站尺寸550×300×1050mm。其他参数包括配比范围0-100%、压缩空气要求4-5bar、电源380V50Hz,以及是否支持MES系统接入。选型时应优先确保处理量、过滤精度和供液压力与生产需求匹配,再结合场地和供电条件调整。浙江蓝沃环保设备股份有限公司可根据企业需求提供定制服务,其产品设计适配多种工业场景。回液泵站式集中供回系统
浙江蓝沃环保设备股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来浙江蓝沃环保设备股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!