商机详情 -
生产线自动化
能源发电站的高效调度依赖电气自动化技术构建智能运行体系,通过整合发电机组、输变电设备、储能系统的运行数据,实现发电、输电、储能全链条的协同管控。系统可根据电网负荷变化与能源供应情况,自动调节发电机组的输出功率,平衡电能供需关系,避免电网频率波动。对于可再生能源发电,能实时适配自然条件变化,充分捕获能源并平稳接入电网,减少弃能现象。同时,电气自动化可实时监测输变电设备的运行温度、绝缘状态等关键指标,及时发现潜在故障并启动防护措施,保障发电与输电过程的安全稳定。这种智能化调度模式,既提升了能源利用效率,又增强了电网运行的可靠性,为能源行业的绿色转型提供有力支撑。生产流程再造依靠电气自动化实现提质增效。生产线自动化

高低压成套设备选型需考量后期维护便利性,这是降低运维成本、延长设备寿命的关键。选型时优先选择结构模块化的设备,元器件布局规整,便于单独拆卸更换,避免因单个元器件故障导致整体设备停用;设备需配备清晰的标识与操作手册,标注各回路功能与接线方式,便于运维人员快速识别;部分关键元器件可设计成抽屉式或插拔式,减少维护时的停电时间。同时,设备需具备状态监测功能,通过传感器实时采集元器件的温度、湿度、绝缘性能等数据,传输至电气自动化系统,便于运维人员远程掌握设备运行状态,提前预判故障,实现预防性维护。此外,设备的柜体设计需考虑检修空间,预留足够的开门角度与操作通道,避免维护时碰撞周边设备;对于户外设备,需选用防雨防尘的柜体,减少自然环境对维护的影响。维护友好的设备能大幅降低运维工作量,提升检修效率,保障电气系统长期稳定运行。直流电机自动化生产线高危作业场景防护、人员安全保障依靠电气自动化。
垃圾焚烧厂的电气系统集成,需实现焚烧炉运行、烟气处理与余热利用的协同优化,兼顾环保与能源回收。传统焚烧厂各系统自主运行,易因焚烧温度不稳定导致烟气污染物超标,且余热发电与焚烧节奏脱节,能源回收效率低。通过系统集成,将焚烧炉的温度、压力传感器,烟气处理的脱硝、脱硫、除尘设备,以及余热锅炉、汽轮发电机的数据联动:焚烧炉根据垃圾热值自动调节给料量与助燃风量,确保炉温稳定在环保要求范围;烟气处理设备根据焚烧炉出口烟气成分,动态调整药剂投加量,确保排放达标;余热锅炉根据炉温变化调节水位与蒸汽压力,汽轮发电机同步匹配蒸汽参数,充分发电效率。同时,集成污染物排放监测模块,实时上传数据至环保部门监管平台。这种集成模式既满足了环保标准,又提升了能源回收利用率,推动垃圾处理向 “减量化、无害化、资源化” 转型。
玻璃制造的高温、连续生产特性,需要电气自动化技术提供稳定可靠的管控支撑,覆盖熔窑、成型、退火全流程。熔窑环节,系统实时监测窑内温度分布、燃料消耗,自动调节燃料供应量与助燃空气比例,确保玻璃液熔融充分且温度均匀;成型环节根据玻璃制品类型(如平板玻璃、玻璃瓶罐),自动调整成型模具转速、冷却速度,保障制品形状规整;退火环节则能准确控制退火炉的温度曲线,缓慢降温避免玻璃因内应力破裂。此外,电气自动化可实时监测设备运行状态,如熔窑耐火材料损耗、成型模具磨损情况,提前发出维护预警,减少突发故障导致的生产中断。这种全流程智能化管控,不*保障了玻璃制品的质量稳定性,还能通过优化燃料与能源消耗降低生产成本,助力玻璃制造企业实现绿色高效生产。工业生产提质增效、降本减耗离不开电气自动化。

工业生产流程中,电气自动化技术通过整合各类生产设备的运行数据,实现全流程的无人化或少人化管控。其重心在于搭建统一的控制网络,将分散的动力设备、加工机械、传输系统串联成有机整体,通过预设的运行逻辑自动调节设备启停、转速、压力等关键参数。生产过程中,系统能实时捕捉设备运行状态,当出现参数偏离或异常信号时,自动触发调整指令或停机保护,避免人为操作延误带来的生产中断。同时,电气自动化可根据生产任务量的变化灵活分配设备负荷,让资源利用更趋合理,减少无效能耗与物料浪费,帮助企业在保障生产稳定性的基础上,提升整体运营效率,推动生产模式从传统依赖人力向智能化自主运行转型。制药合规监控需电气自动化助力。生产线自动化
产线柔性调整、快速响应市场需求依靠电气自动化。生产线自动化
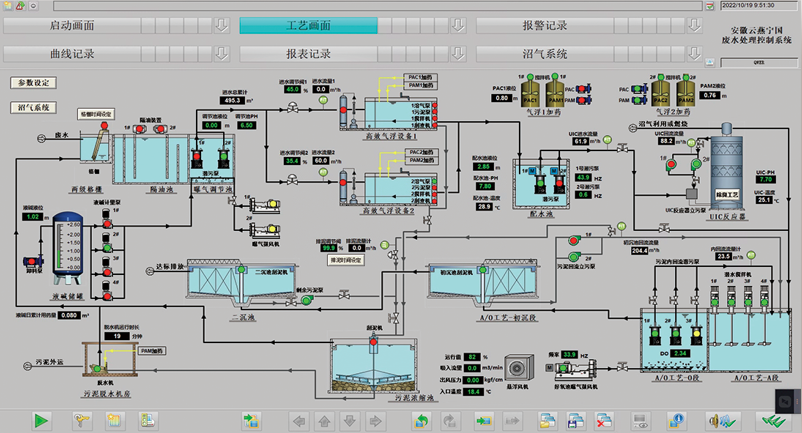
环保处理领域中,电气自动化技术通过整合各类处理设备,实现污染治理全流程的协同运行与智能调控。无论是废气净化、废水处理还是固废处置,系统都能实时监测处理过程中的关键指标,根据污染物浓度、处理量等变化自动调节设备运行参数,确保处理效果稳定达标。设备运行过程中,系统可实时跟踪运行状态,发现异常时自动切换备用设备或启动应急处理流程,避免处理中断导致的污染扩散。同时,电气自动化可记录处理过程的各项数据,形成完整的运行档案,便于环保监管核查与处理流程优化。这种智能化治理模式,既提升了环保处理的效率与可靠性,又减少了人工干预的误差,助力企业落实环保责任,推动绿色发展。生产线自动化