商机详情 -
化工纯蒸汽发生器方案
设备报警与联锁类故障(多为电气/仪表问题,非硬件损坏)1.无故触发超压/超温报警,联锁停机**原因:压力/温度传感器失灵、调节阀卡死、报警参数设置不合理具体诱因:①压力/温度传感器结垢/校准失效,检测数据失真;②蒸汽出口调节阀卡死关闭,蒸汽无法排出导致超压;③PLC内报警参数设置过低(如超压值设为,低于额定)。解决措施:①清洗/校准传感器,重新标定检测范围;②检修出口调节阀,更换调节功能;③进入PLC系统,重新设置报警参数(按设备额定参数),保存后复位。2.电导率超标报警,但离线检测蒸汽合格(假报警)**原因:电导率电极污染/失灵、取样管路漏气具体诱因:①电导率电极探头结垢/被盖,检测误差大;②冷凝取样管路漏气,空气中的CO₂溶入冷凝水,导致电导率假性升高。设备报警与联锁类故障(多为电气/仪表问题,非硬件损坏)1.无故触发超压/超温报警,联锁停机**原因:压力/温度传感器失灵、调节阀卡死、报警参数设置不合理具体诱因:①压力/温度传感器结垢/校准失效,检测数据失真;②蒸汽出口调节阀卡死关闭,蒸汽无法排出导致超压;③PLC内报警参数设置过低(如超压值设为,低于额定)。解决措施:①清洗/校准传感器。纯蒸汽发生器是制、、食品等行业制备无原、无杂质、度纯蒸汽的设备,采用降膜蒸发 + 多级汽液物理分离工艺。化工纯蒸汽发生器方案

运维与验证要点日常维护每日监测:蒸汽压力、冷凝水电导率、系统泄漏。定期更换:预处理滤芯(3–6个月)、紫外灯管(1年)、密封件(1–2年)。每月消毒:纯蒸汽/过氧乙酸清洗储罐与管路,防止生物膜滋生。合规验证性能确认(PQ):验证产汽量、干度、内***、微生物限度。清洁验证:检测残留(TOC≤),符合GMP审计要求。年度校验:压力/温度传感器、安全阀、流量计,留存记录。六、选型建议按场景选型号实验室/小型医院:50–200kg/h,电加热+一体化设计,占地小。制药厂/大型医院:500–2000kg/h,蒸汽加热+余热回收,适合连续灭菌。配套需求原料水:需配纯化水设备(RO+EDI),确保进水电阻率≥15MΩ・cm。辅助系统:纯蒸汽分配管网(316L不锈钢,保温≥50mm)、冷凝水回收装置。 化工纯蒸汽发生器方案金属管式蒸馏装置(20 世纪 30—璃蒸馏器升级为304 不锈钢管式装置,采用 “纯化水加热→蒸汽分离→杂质截留。

硕科纯蒸汽发生器**产品线(江苏主流选型,)|机型|产能|**配置|适用场景|参考价格(含税含验证+安装)||:---|:---|:---|:---||小型纯蒸汽发生器|100-500kg/h|多效/压汽式+PLC控制+SIP/CIP|医院制剂室、研发实验室、小型药企|12-35万元/套||中型纯蒸汽系统|500-2000kg/h|多效蒸发+汽水分离+在线监测+验证|中型药企、医疗器械企业、生物中试平台|40-120万元/套||大型纯蒸汽系统|2000-10000kg/h|全自动多效+远程监控+冷凝水回用+全套验证|大型生物制药、注射剂生产基地、江苏园区集采|150-500万元/套起||老系统改造/红锈治理|按需|酸洗钝化+管路更换+仪表升级+再验证|现有系统GMP复检、红锈超标、能耗过高|按现场报价(8-50万元)|。
压力和温度稳定性对纯蒸汽发生器的生产工艺的影响压力稳定性:在制等行业的生产工艺中,稳定的蒸汽压力是确保工艺参数一致性的关键因素。例如,在的过程中,压力波动可能导致室内的的蒸馏浓缩过程中,温度不稳定会导致蒸馏速度不均匀,影响产品的收率和质量。在发酵过程中,蒸汽温度的波动可能会影响发酵罐内的温度,进而影响微生长和代谢,**终影响产品的产量和质量。压力和温度稳定性对纯蒸汽发生器的生产工艺的影响压力稳定性:在制等行业的生产工艺中,稳定的蒸汽压力是确保工艺参数一致性的关键因素。例如,在的过程中,压力波动可能导致室内的压力不均匀,影响效果,无法保证的质量安全。温度稳定性:许多生产工艺对蒸汽温度有严格的要求。如在的蒸馏浓缩过程中,温度不稳定会导致蒸馏速度不均匀,影响产品的收率和质量。在发酵过程中,蒸汽温度的波动可能会影响发酵罐内的温度,进而影响微的生长和代谢,**终影响产品的产量和质量。聚四氟乙烯无菌密封件,设备内部无任何死角绝物与杂质残留,满足生、细胞、实验动物无菌设施等场景的要求。
1不同型号的纯蒸汽发生器价格差异较大。您需要在确保满足生产需求的前提下,评估回报率。虽然初始可能较高,但从长期来看,节能与能将为企业带来更大的经济效益。1未来的发展趋势随着科技的进步和行业需求的变化,纯蒸汽发生器也在不断发展。未来,智能化、节能化将是纯蒸汽发生器发展的主要趋势。例如,更多的设备将会被赋予物联网技术,实现对设备运行状态的实时监控与数据分析,帮助企业进一步提高生产效率与产品质量。具体而言,基于云计算和大数据的智能监控系统可以实时分析生产线的蒸汽需求,自动调节纯蒸汽发生器的运行状态,从而更地管理资源,降低浪费。同时,以可再生能源为基础的蒸汽发生器将逐渐进入市场,推动行业向绿色方向发展。翮硕水处理是一家厂家。1不同型号的纯蒸汽发生器价格差异较大。您需要在确保满足生产需求的前提下,评估回报率。虽然初始可能较高,但从长期来看,节能与能将为企业带来更大的经济效益。1未来的发展趋势随着科技的进步和行业需求的变化,纯蒸汽发生器也在不断发展。未来,智能化、节能化将是纯蒸汽发生器发展的主要趋势。例如,更多的设备将会被赋予物联网技术。翮硕纯蒸汽发生器用于制药行业的高纯度灭菌工艺。GMP纯蒸汽发生器检修
全自动运行稳定,翮硕纯蒸汽发生器省人工效率高。化工纯蒸汽发生器方案
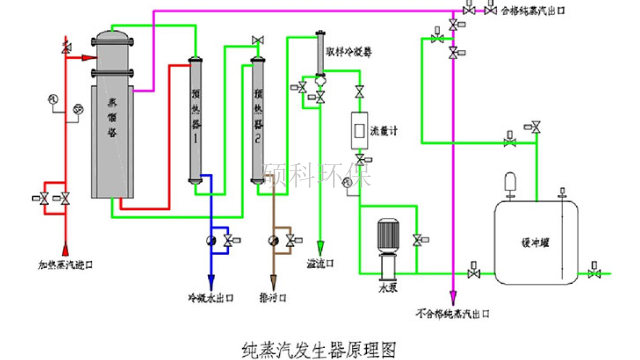
辅助工作原理:余热回收与热平衡为实现节能运行,设备设计闭式余热回收系统,利用生产过程中的废热预热原料水,原理为:工业蒸汽在壳程换热后,会冷凝为高温冷凝水(90–100℃),该冷凝水不直接排放,而是进入预热器;常温纯化水(25℃左右)入预热器,与高温冷凝水进行热交换,被预热至80–90℃后再进入蒸发器;预热后的冷凝水温度降低,可回收再利用;同时,蒸发器产生的少量不凝气(空气、CO₂)经排气阀排出,避免其在壳程累积影响换热效率,保证系统热平衡。余热回收的节能效果:原料水经预热后,进入蒸发器*需少量热源即可汽化,可降低工业蒸汽消耗20–30%,实现节能降耗。辅助工作原理:余热回收与热平衡为实现节能运行,设备设计闭式余热回收系统,利用生产过程中的废热预热原料水,原理为:工业蒸汽在壳程换热后,会冷凝为高温冷凝水(90–100℃),该冷凝水不直接排放,而是进入预热器;常温纯化水(25℃左右)入预热器,与高温冷凝水进行热交换,被预热至80–90℃后再进入蒸发器;预热后的冷凝水温度降低,可回收再利用;同时,蒸发器产生的少量不凝气(空气、CO₂)经排气阀排出,避免其在壳程累积影响换热效率,保证系统热平衡。化工纯蒸汽发生器方案