商机详情 -
金华全自动集装袋机器人排行榜
重载机器人的能源消耗是行业痛点,其解决方案包含电池技术升级、能量回收系统及智能充电策略三方面。在电池领域,磷酸铁锂电池凭借高能量密度(180Wh/kg)和长循环寿命(3000次以上)成为主流选择,配合液冷散热系统,可在-20℃至50℃环境下稳定工作。能量回收系统则通过制动电阻将机械臂下降时的势能转化为电能,经DC/DC转换后回充至电池组。测试数据显示,该技术可使单次作业的能耗降低15%。智能充电策略则基于任务优先级和电池状态动态调整充电功率——当电池电量低于20%时,系统会优先分配低负载任务,同时以5kW功率快速充电;当电量达到80%后,自动切换至2kW涓流充电模式,延长电池使用寿命。这种策略使机器人可实现24小时连续作业,中间只需30分钟快速补电,满足三班倒生产需求。集装袋机器人集装袋机器人通过远程维护,降低维修成本。金华全自动集装袋机器人排行榜
传统工业机器人需通过安全光栅与围栏与人员隔离,而集装袋机器人通过力控技术与传感器融合,实现了人机共融作业。例如,某型号机器人配备扭矩传感器,当检测到与人员接触力超过15N时,立即停止运动并后退;同时,视觉系统通过人体骨骼关键点检测,预判人员运动轨迹,提前调整路径避免碰撞。在协作模式下,机器人可与工人共同完成码垛任务——工人负责整理集装袋,机器人负责搬运与堆叠,双方作业区域通过虚拟边界动态划分,当工人进入机器人工作区时,系统自动降低其运动速度至0.5米/秒,确保安全。这种模式使人工成本降低40%,同时避免了完全自动化改造的高昂投入。温州集装袋搬运机器人定制集装袋机器人通过自动记录数据,提高管理便捷性。
集装袋机器人是工业自动化领域中针对大容量包装物料处理而设计的特种设备,其关键价值在于解决传统作业模式中效率低、成本高、安全风险大等痛点。在化工、建材、粮食加工等行业中,集装袋(吨包袋)作为粉状、颗粒状物料的主要运输载体,其搬运、码垛、装载等环节长期依赖人工操作。以某大型化肥厂为例,传统人工码垛每小时只能处理20-30袋,而采用集装袋机器人后,单台设备处理能力可达80-120袋/小时,效率提升300%以上。此外,机器人通过准确的抓取和码放技术,可将物料堆叠密度提高15%-20%,明显优化仓储空间利用率。其价值不只体现在效率提升,更在于通过减少人工接触危险物料(如腐蚀性化学品、高温颗粒),将作业安全风险降低70%以上,为行业安全生产提供技术保障。
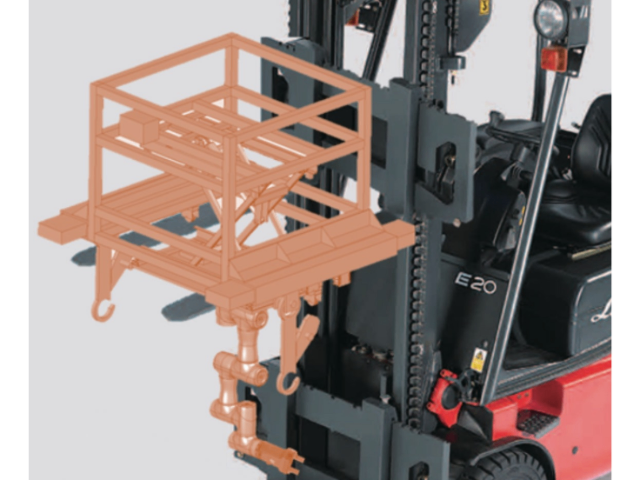
集装袋机器人是工业自动化领域针对大容量包装物料设计的智能设备,其关键功能是通过机械臂、传感器、视觉识别系统及控制算法的协同,实现集装袋(吨包袋)的自动化搬运、码垛、装载及存储。这类机器人突破了传统人工操作的效率瓶颈,尤其在处理粉状、颗粒状或块状物料时,可明显降低劳动强度并提升作业安全性。例如,在化工原料仓储场景中,单袋重量可达1吨的物料若由人工搬运,不只存在滑落风险,且长期作业易引发职业病;而机器人通过准确抓取与路径规划,可将搬运效率提升至每小时30-50袋,同时将事故率降低90%以上。其价值不只体现在效率提升,更在于通过标准化作业流程减少物料损耗,据行业数据显示,自动化码垛可使货物破损率从3%降至0.2%以下。集装袋机器人配备专门用于夹持机构,可牢固抓取各类集装袋。

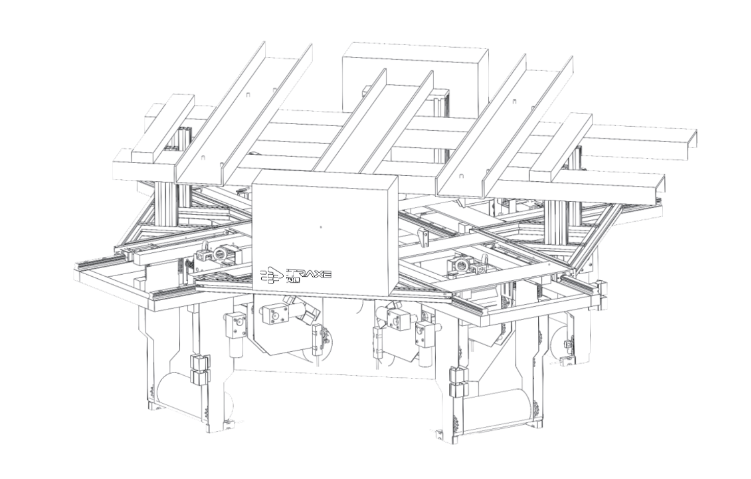
视觉识别是集装袋机器人的“眼睛”,其技术演进经历了从2D成像到3D点云处理的跨越。早期设备依赖2D相机识别物体轮廓,但在面对褶皱、反光或重叠的吨包袋时,误检率高达15%;新一代机器人采用TOF深度相机与结构光投影技术,通过发射脉冲光并计算反射时间差,生成高精度3D点云模型。例如,艾驰克科技的闪现®iTraxe®机器人搭载的Intel RealSense D455相机,可在0.5米至3米范围内实现亚毫米级精度,配合YOLOv8目标检测算法,能同时识别20个不同规格的吨包袋,并规划较优抓取顺序。在浙江某粮食加工厂的实测中,该技术使机器人对异形包装(如底部凸起的饲料袋)的抓取成功率从72%提升至98%,单次作业时间缩短40%。集装袋机器人能自动读取集装袋上的条码或RFID标签信息。金华全自动集装袋机器人排行榜
集装袋机器人能够通过智能预测,提前准备维护。金华全自动集装袋机器人排行榜
集装袋机器人的运动控制需兼顾速度与精度。其关键算法包括逆运动学求解、轨迹插补与碰撞检测:逆运动学求解将目标位姿转换为各关节角度参数,确保机械臂末端准确到达抓取点;轨迹插补通过五次多项式曲线规划关节运动轨迹,避免急停导致的物料晃动;碰撞检测则基于实时更新的环境地图,动态调整路径以规避障碍物。在复杂仓储环境中,机器人采用A*算法进行全局路径规划,结合动态窗口法(DWA)实现局部避障,例如在狭窄通道中,系统可自动计算较优通过角度,并将速度限制在0.3米/秒以内。某研究团队通过优化算法参数,使机器人平均作业时间缩短22%,同时降低能耗18%。金华全自动集装袋机器人排行榜