商机详情 -
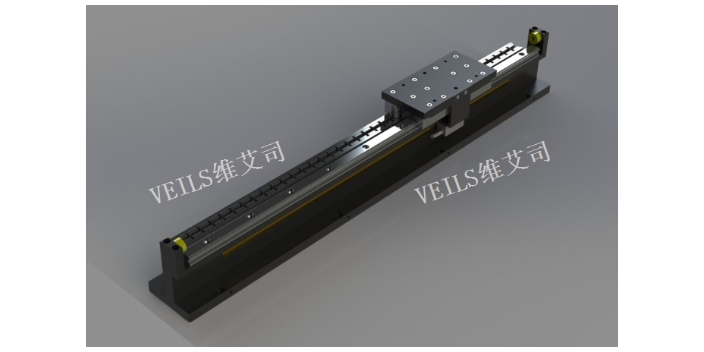
冲压直线电机厂家
什么是定位精度?定位精度:数控工作台部件在要求的终点所达到的实际位置的精度,实际位置与理想位置之间的误差称为定位误差。定位精度,是表明所测量的机床各运动部位在数控装置控制下,运动所能达到的精度。根据实测的定位精度数值,可以判断出机床自动加工过程中能达到的比较好的工件加工精度。重复定位精度,是指在数控机床上反复运行同一程序代码所得到的位置精度的一致程度。切削精度,是对机床的几何精度和定位精度在切削加工条件下的一项综合检查。上述精度主要由数控系统和机床生产厂家在生产制造过程以及机床安装调试过程中予以保证。什么是重复定位精度?重复定位精度:指机床滑板或大拖板在一定距离范围内(一般为200-300mm)往复运动7次千分表或激光干涉仪检测的精度。重复定位精度受伺服系统特性、进给系统的间隙与刚性以及摩擦特性等因素的影响,一般情况下,重复定位精度是呈正态分布的偶然性误差,它影响一批零件加工的一致性,是一个非常重要的精度指标。为了更加的了解定位精度与重复定位精度的区别,我们举例说明一下:定位精度:比如你要求一个轴走100mm结果实际上它走了多出来的就是定位精度。直线电机的工作原理是什么?冲压直线电机厂家
直线电机的控制和旋转电机一样。像无刷旋转电机,动子和定子无机械连接(无刷),不像旋转电机的方面,动子旋转和定子位置保持固定,直线电机系统可以是磁轨动或推力线圈动(大部分定位系统应用是磁轨固定,推力线圈动)。用推力线圈运动的电机,推力线圈的重量和负载比很小。然而,需要高柔性线缆及其管理系统。用磁轨运动的电机,不要承受负载,还要承受磁轨质量,但无需线缆管理系统。相似的机电原理用在直线和旋转电机上。相同的电磁力在旋转电机上产生力矩在直线电机产生直线推力作用。因此,直线电机使用和旋转电机相同的控制和可编程配置。直线电机的形状可以是平板式和U型槽式,和管式.哪种构造适合要看实际应用的规格要求和工作环境。江苏伺服直线电机工厂管状直线电机选型就找苏州尚恩格!
直线电机的特性1)、高速响应由于系统中直接取消了一些响应时间常数较大的如丝杠等机械传动件,使整个闭环控制系统动态响应性能**提高,反应异常灵敏快捷。2)、位精度高线驱动系统取消了由于丝杠等机械机构引起的传动误差减少了插补时因传动系统滞后带来**误差。通过直线位置检测反馈控制,即可**提高机床的定位精度。3)、传动环节的弹性变形、摩擦磨损和反向间隙造成的运动滞后现象,同时提高了其传动刚度。4)、速度快、加减速过程短5)、行程长度不受限制在导轨上通过串联直线电机,就可以无限延长其行程长度。6)、运动安静、噪音低由于取消了传动丝杆等部件的机械摩擦,且导轨又可采用滚动导轨或磁垫悬浮导轨(无机械接触),其运动时噪音将**降低。7)、效率高由于无中间传动环节,消除了机械摩擦时的能量损耗。
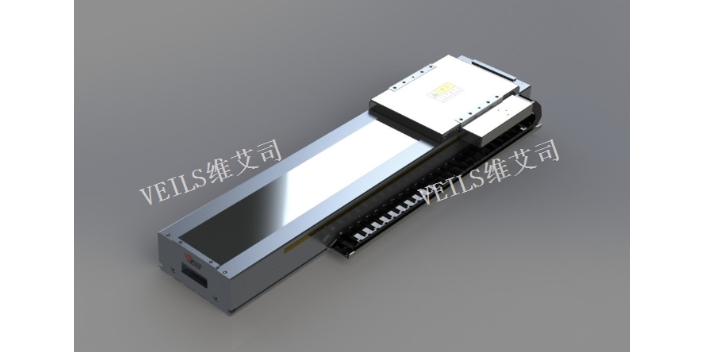
为了使在到位时冲击小,可以加上机械缓冲装置。在没有机械限位的场合,比较简单的定位方法是,在到位前通过行程开关控制,对电机做反接制动或能耗制动,使在到位时停下来。苏州尚恩格科技有限公司是一家高性能、的传动部件生产商和自动化生产方案提供商,主要产品为VEILS线性模组,VEILS直线电机,VEID马达和VEILS高精密直线运动平台,我们自主研发和生产的高精密直线电机模组滑台得到了国内外众多大型客户的认可与认定。公司将不懈努力,推动中国工业驱动产业的发展。直线电机采购就找苏州VEILS!

为了提高生产效率和改善零件的加工质量而发展的高速和超高速加工现已成为机床发展的一个重大趋势,这也是近几年国际上对数控机床采用直线电机特别热衷的一个主要原因。我国直线电机的研究和应用是从七十年代初开始的,我国直线电机的研究虽然也取得了一些成就,但是与国外相比,其推广应用方面依然存在较大差距。直线电机驱动工作台,其速度是传统传动方式的30倍,加速度是传统传动方式的10倍,比较大可达10g;刚度提高了7倍;直线电机直接驱动的工作台无反向工作死区;由于电机惯量小,所以由其构成的直线伺服系统可以达到较高的频率响应。同时,直线电机还拥有高精度、结构简单和灵敏度高等特点。这些特点也造就了直线电机在自动控制系统应用场合比较多;同时可以作为长期连续运行的驱动电机;还可以应用在需要短时间、短距离内提供巨大的直线运动能的装置中。目前,直线电机在工业设备中的应用,主要在机床行业比较突出,近几年,国际上对数控机床上采用直线电机显得特别热,其原因是传统机床的驱动装置依赖丝杆驱动,但是滚珠丝杆驱动本身也有自己的缺点,比如:长度限制、机械间隙、摩擦、扭曲等等,而直线电机不无此缺点,且结构简单,精度是丝杆的10倍甚至20倍。微型直线电机厂家直销!江苏自动下料直线电机价格
苏州直线电机选购就找苏州VEILS!冲压直线电机厂家
我们都知道直线电机拥有高速度,高精度等特点,使其在自动化生产设备上使用范围越来越广。***维艾司小编就介绍一下VEILS直线电机有哪些特点?。在机床进给系统中,采用直线电动机直接驱动与原旋转电机传动的比较大区别是取消了从电机到工作台(拖板)之间的机械传动环节,把机床进给传动链的长度缩短为零,因而这种传动方式又被称为“零传动”。正是由于这种“零传动”方式,带来了原旋转电机驱动方式无法达到的性能指标和优点。1)高速响应由于系统中直接取消了一些响应时间常数较大的机械传动件(如丝杠等),使整个闭环控制系统动态响应性能**提高,反应异常灵敏快捷。(2)精度直线驱动系统取消了由于丝杠等机械机构产生的传动间隙和误差,减少了插补运动时因传动系统滞后带来的**误差。通过直线位置检测反馈控制,即可**提高机床的定位精度。(3)动刚度高由于“直接驱动”,避免了启动、变速和换向时因中间传动环节的弹性变形、摩擦磨损和反向间隙造成的运动滞后现象,同时也提高了其传动刚度。(4)速度快、加减速过程短由于直线电动机早主要用于磁悬浮列车(时速可达500km/h),所以用在机床进给驱动中,要满足其超高速切削的比较大进给速度(要求达60~100M/min或更高)当然是没有问题的。冲压直线电机厂家