商机详情 -
温州支护钢筋焊接网价格
焊接钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层焊接钢筋网时,两层焊接钢筋网之间的间隔距离不应小于60mm。焊接钢筋网国内发展概况:焊接钢筋网的生产能力,冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。温州支护钢筋焊接网价格

冷拔低碳钢丝、冷轧带肋钢筋 焊点应作拉伸试验。试件应至少有1个交叉点,试件长度应足够,以保证夹具之间的距离不小于20倍受拉钢筋直径,同时也不短于180mm。对于双根钢筋,非受拉钢筋应在离交焊点约20mm处切断;冷轧带肋钢筋焊点应作弯曲试验。弯曲试件,在单根钢筋焊接网中,取自直径较大的1根;在双根钢筋焊接网中,应取双根中的1根。试件的长度至少为200mm。弯曲试件的受弯曲部 位离开交叉点至少25mm;抗拉、抗弯试件数量:纵向钢筋1个,横向钢筋1个。合肥电焊钢筋焊接网片桥面铺装层的焊接钢筋网应使用焊接网或预制冷轧带肋焊接钢筋网,不宜使用绑扎焊接钢筋网。
形状尺寸检查和外观质量检查应每批抽查5%,同时不得少于3件;力学性能试验的试件应从成品 中切取,切取过试件的制品,应补焊同级别、同直径钢筋,其每边搭接长度应不小于2个孔格的长度;试件所包含的交叉点不得开焊,除去掉多余部分外,试件不得进行其他加工;但冷轧带肋钢筋焊点允许将试件在100℃的温度下保温1h,然后在空气中冷却至室温,进行试验; 每批不大于30t,适用于大批量生产焊接网的质量检查与验收。关于以200件作为一批,一周内不足200件亦按一批计算,适用于预制厂钢筋网的生产。
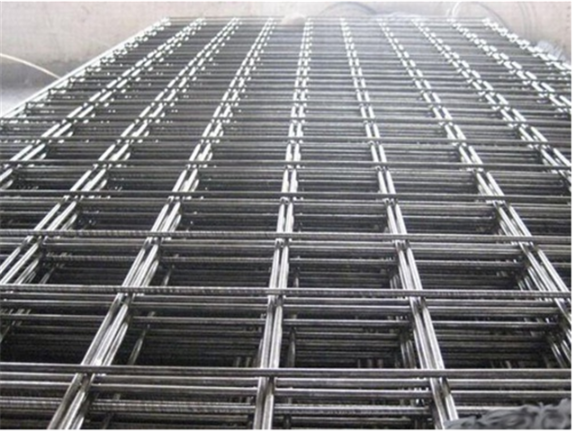
当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍,即dmin≥0.6damx。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。焊接网片由于采用纵、横钢筋电焊成网状结构,达到共同均匀受力起粘结锚的目的,加上断面的横肋变形、增强了与混凝土的握裹力,有效地阻止了混凝土裂纹的产生,提高了钢筋混凝土的内在质量。采用焊接钢网可使施工工作更快。只要按要求铺设钢焊接网,混凝土就可以倒出,钢筋就地切割,一按一排,帮助条就得救了可节省工作时间50%-70%,较大程度上加快施工进度,缩短工期。焊接网钢筋考虑运输条件,焊接网长度不宜超过12m,宽度不宜超过3.4m。

试验方法:1、检验项目,每批焊接网的检验项目,取样方法和试验方法应符合表1的规定。2、拉伸试验,焊接网的拉伸试验应按GB/T33365的规定进行。焊接网钢筋较大力总延伸率除采用GB/T33365的有关试验方法外,也可按相应产品标准规定的试验方法。3、重量偏差,对重量偏差典型试样进行重量及长度测量后,计算重量偏差。数值修约与判定,检验结果的数值修约与判定按YB/T081的规定。在混凝土构件中,当钢筋焊接网片的长度和宽度不够时,按照一定规范和要求,将两张钢筋网片相互重叠或镶入而形成的连接即为钢筋焊接网搭接,该种接法主要适用直径较小的钢筋连接。钢筋网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm)的乘积。温州支护钢筋焊接网价格
冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。温州支护钢筋焊接网价格
钢筋焊接网有什么特点:1.钢筋焊接网络可分为冷轧带肋钢筋焊接网、冷拔圆形钢筋焊接网和热轧带肋钢筋焊接网,其中冷轧带肋钢筋焊接网是普遍使用的。根据钢条的等级、直径、长度和间距,将焊接钢筋网分为两种类型,成品钢筋网片,即型钢焊接钢筋网和定制焊接钢筋网。焊接钢筋网由工厂严格控制质量控制。生产智能生产线。2.大量圆形钢条的设计强度为210N/mm(平方),钢条焊接网的设计强度为360N/mm(平方)根据等强度更换的原理,考虑综合因素,使用钢条焊接网可节省30%以上的钢材使用。钢网经加工后运输到现场,所以没有损失。温州支护钢筋焊接网价格