商机详情 -
山西机械设备不锈钢无缝管市场利润
冷轧(拔)主要用于生产小直径、薄壁、高精度的无缝管,分为冷轧和冷拔两种方式。冷轧采用冷轧管机,以热轧管坯为原料,在常温下通过多道次轧制实现减径和减壁,每道次的压下量控制在10%-20%,避免因单次压下量过大导致管材开裂。冷轧过程中,采用轧制油进行润滑和冷却,减少轧辊与管材的摩擦,提高表面质量。冷拔则是通过模具对管坯进行拉拔,使管材的外径和壁厚进一步减小,尺寸精度更高,表面更光洁。冷轧(拔)后的无缝管因塑性变形产生加工硬化,硬度升高、塑性降低,需进行退火处理以恢复性能。高纯度、低辐射特性满足核反应堆冷却剂管道的严苛要求。山西机械设备不锈钢无缝管市场利润

在石油化工领域,不锈钢无缝管被大量用于输送各种腐蚀性介质,如原油、天然气、化工原料等。其耐腐蚀性和强高度能够确保管道系统的安全运行,防止泄漏事故的发生。例如,在炼油厂中,从原油的开采到精炼过程中的各个环节都需要使用大量的不锈钢无缝管来构建工艺流程管道;在化工生产中,许多化学反应需要在高温、高压且具有强腐蚀性的环境中进行,不锈钢无缝管成为理想的输送管材。此外,它还用于制**应釜、换热器等设备的关键部件,这些部件需要承受恶劣的工作条件并保持长期稳定的性能。江西高温材料不锈钢无缝管使用年限高压环境下,无缝结构可承受远超焊接管的内部压力,确保系统安全稳定运行。
按材质分类:常见的有铬系不锈钢无缝管(如430型)、镍铬系不锈钢无缝管(如304、316L型)。铬元素的加入提高了钢管的硬度和耐磨性,同时增强了抗氧化能力;镍元素则进一步提升了韧性和耐腐蚀性,特别是在一些恶劣的化学环境中,如含有氯离子的海水或某些酸性溶液中,含镍的不锈钢无缝管能保持良好的性能。不同材质的选用取决于具体的使用环境和工况条件。例如,在海洋工程中,由于海水的高腐蚀性,通常会优先选择316L材质的不锈钢无缝管。
全方面腐蚀抵抗机制揭秘:不锈钢之所以“不锈”,关键在于其表面形成的一层极薄且坚固的氧化膜——主要是Cr₂O₃。当暴露于空气中或其他氧化性环境中时,铬原子优先与其他物质反应生成这层保护膜,覆盖在整个金属表面上,隔绝外界腐蚀介质与基体的接触。即使在遭受轻微损伤的情况下,只要有氧气存在,该氧化膜就能自我修复,重新建立起防护屏障。这也是为什么在一些户外设施中使用不锈钢无缝管能够长期抵御风雨侵蚀的原因所在。局部腐蚀防护难点攻克:除了整体性的防腐之外,针对点蚀、缝隙腐蚀、应力腐蚀开裂等局部腐蚀形式也有相应的对策。例如,提高氯离子环境中的钼含量可增强抗点蚀能力;优化结构设计以避免积水死角,减少缝隙腐蚀的发生几率;合理选择材料搭配并控制服役环境的湿度、温度等因素,能有效抑制应力腐蚀开裂倾向。在一些沿海地区的建筑幕墙支撑体系中使用的不锈钢无缝管,就必须充分考虑海风带来的盐雾腐蚀问题,采取特殊的防护措施加以应对。高温场景中,其抗氧化性能明显优于碳钢管,避免管道变形或材质劣化。

不锈钢无缝管之所以能在承压领域占据不可替代的地位,源于其将不锈钢的固有优势与无缝结构的特性完美融合,形成了一系列适配极端工况的重心性能。这些性能相互叠加,使其能够应对从高压冲击到强腐蚀介质的多重挑战,为工业系统的安全运行提供保障。***的承压性能是不锈钢无缝管较重心的优势,这一优势源于其无缝成型的结构特点和均匀的材质分布。由于不存在焊缝区域的缺陷,不锈钢无缝管的整体力学性能更均匀,能够有效分散和承受介质压力,其抗拉强度可达520MPa以上,屈服强度超过205MPa,部分强高度双相不锈钢无缝管的抗拉强度甚至可达800MPa以上。在实际应用中,304不锈钢无缝管在常温下的许用压力可达10MPa,而2205双相不锈钢无缝管的许用压力可提升至20MPa以上,能够满足石油化工、高压液压等领域的承压需求。同时,无缝管的壁厚均匀性好,可有效避免因壁厚不均导致的局部应力集中,降低管道破裂风险,这是焊管难以企及的优势。热轧无缝管强度更高、性价比优,多用于通用工业。江西高温材料不锈钢无缝管使用年限
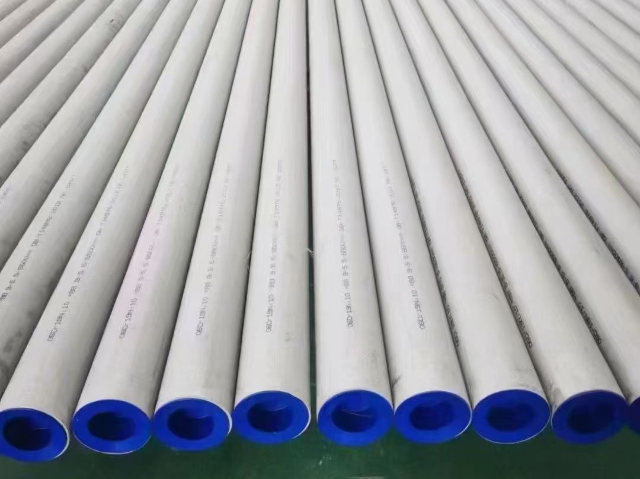
不锈钢无缝管表面能形成致密氧化膜,有效抵御氧化与腐蚀。山西机械设备不锈钢无缝管市场利润
热轧工艺过程:加热工序:将准备好的不锈钢坯料送入加热炉中,加热至合适的温度范围,通常在1150 - 1250℃之间。在这个温度下,钢材具有良好的塑性,便于后续的变形加工。然而,过高的温度可能导致晶粒粗大,影响力学性能;过低的温度则会使变形抗力增大,增加能耗且不利于成型。因此,精确控制加热温度和时间是关键环节之一。穿孔操作:这是热轧工艺的重心步骤。利用穿孔机将加热后的实心坯料穿成一个空心毛管。在这个过程中,顶头的设计和调整至关重要。合理的顶头形状和位置能够使金属均匀变形,避免出现壁厚不均等问题。同时,要注意润滑剂的使用,以减少摩擦,延长工具寿命,并保证穿孔过程的顺利进行。例如,采用石墨基润滑剂可以在高温下形成有效的润滑膜,保护模具和钢管表面。延伸与定径:穿孔得到的毛管再经过多架次的轧机进行延伸轧制,进一步减小壁厚,增加长度。随后,在定径机组上对其外径进行精确控制,使其达到规定的尺寸公差范围内。定径过程中的速度匹配也很重要,要保证各机架之间的速度协调一致,以确保钢管的表面质量和尺寸精度。如果速度不当,可能会导致竹节状缺陷或者椭圆度超标等问题。山西机械设备不锈钢无缝管市场利润