商机详情 -
磨削机器人去毛刺哪里好
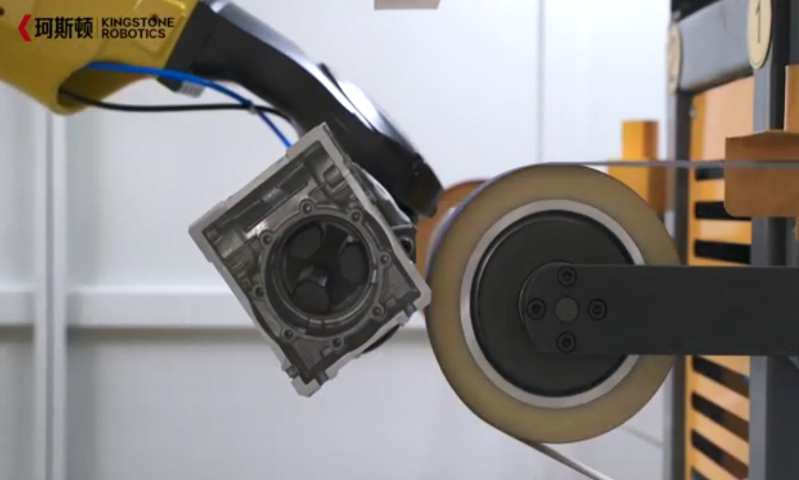
机器人自动抛光机是以一台工业机器人全自动控制、可重复编辑、能在三维空间里完成各种抛光作业。机器人手抓车载承重力50-80KG,臂长1900~2150mm。抛光机具有多个可用磨削接触轮,在磨削过程中,机器人可控制砂带转速,自动调整砂带的张紧力,自动选择当前可用接触轮。抛光机具有自动位置补偿功能,在磨削过程中,可自动探测抛光轮的磨损情况,自动调整抛光轮的位置,从而补偿抛光轮磨损带来的位置误差。抛光机具有砂带断裂报警功能,有效杜绝砂带断裂后机器人空运转带来的危险与时间的浪费。提供自动抛光离线编程软件,让您能够真正的做到在办公完成抛光程序,大量减少了您的编程时间。我们拥有专业的抛光工艺编程员,做到真正技术支持,帮助您解决高难度抛光任务,减少生产时间。专业机器人夹具设计团队,采用更加专业的夹具设计能够地提高抛光效果。机器人去毛刺设备在玻璃加工行业的应用,可以去除玻璃制品表面的毛刺,提高产品的透明度和质量。磨削机器人去毛刺哪里好

机器人打磨抛光工件相较于手工打磨抛光更能稳定产品质量,稳定生产,提高产品的合格率,克服工人因疲惫或其他原因会导致的生产质量不稳定。在抛光打磨过程中,机器人的准确是人工没有办法实现的,一致的抛光压力,一致的打磨曲线。长时间不间断工作,生产周期缩短,生产效率提高,且收益增加。在这个竞争力很强的时代,且生产高要求的不锈钢餐具,推行自动化抛光工序,已是大势所趋,如果你没有使用机器人,那么落后是迟早的事。机器人柔性抛光打磨设备的第1次投资大,如果您暂时没有自己的机器人,可以把业务外包给可相信的机器人企业,或随着设备制造企业规模不断扩大,技术水平不断提高,生产成本的不断降低,设备价格会不断下降。磨削机器人去毛刺哪里好我们提供高质量的去毛刺解决方案,确保产品表面的光洁度和质量。
除了机械和电气系统外,机器人去毛刺设备的润滑与清洁工作同样不可忽视。设备在运行过程中,各部件之间会产生摩擦和热量,如果不及时进行润滑和清洁,就可能导致设备磨损加剧、温度升高,从而影响设备的正常运行。因此,操作人员应定期对设备的润滑系统进行检查和补充润滑油,同时保持设备表面的清洁,防止灰尘和杂物进入设备内部。针对机器人去毛刺设备的安全防护装置,也应定期进行检查和测试。这些装置包括安全门、急停按钮、防护罩等,它们在设备发生异常情况时能够迅速切断电源或采取其他紧急措施,保护操作人员的安全。因此,操作人员应确保这些装置始终处于良好状态,并熟悉其使用方法。
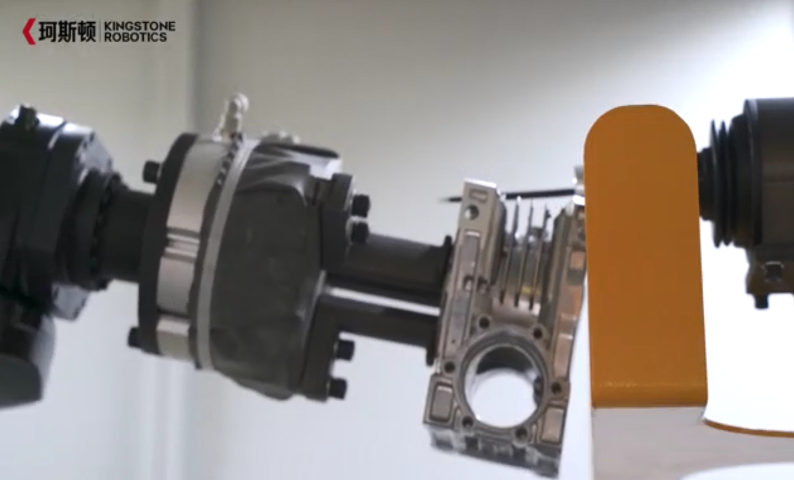
抛光作业现场是非常恶劣的工艺制造环境之一,因为抛光轮与工件的摩擦,会产生密集的粉尘颗粒悬浮在车间,在通风及防护措施不好的现场,一旦众多工人开始抛光作业,那情景可以用“重度扬尘天气”形容,注意!漂浮的颗粒是铝镁合金和工业蜡等的金属离子、化合物、有毒气体等。此外,众多抛光机一起工作产生的强度高摩擦噪音、连续强度高体力劳动带来的疲劳等因素,更是难以忍受。抛光机分为手动与半自动、全自动几种级别。全自动抛光则是采用无人工直接操作的方式由机器对工件完成抛光(如目前国外常用的机器人抛光系统:机器人抓取抛光机在工件表面进行主动抛光作业。)我们的团队经验丰富,能够为客户提供定制化的解决方案。
什么是打磨机器人?打磨机器人一般是由示教盒、控制柜、机器人本体、压力传感器、磨头组件等部分组成,可以在计算机的控制下实现连续轨迹控制和点位控制。打磨机器人的具体应用:1、末端刀与打磨路径去除工件毛刺抛光打磨机器人代替人工进行金属工件去毛刺作业,这有利于降低人工操作技术的要求。以五金金属铸件为例,这些五金金属铸件都要求表面光滑且无残留的金属毛刺,抛光打磨机器人可以利用打磨工具末端的刀以及运动路径去除毛刺,这对于减少人工以及减少设备的应用都具有很大的优势。2、多层焊缝打磨时滤除焊缝与氧化层抛光打磨机器人还频繁应用于焊缝打磨作业中。一般来说多层焊缝打磨需要滤除不规则的焊缝、飞溅以及氧化层,从而确保焊接表面能进行平滑过渡并且获得更好的焊接质量,除此之外在进行焊缝打磨作业时,抛光打磨机器人还会避免产品表面出现气孔或者夹渣现象。还在手动去毛刺?浙江珂斯顿机器人等您咨询升级!磨削机器人去毛刺哪里好
浙江珂斯顿,专业机器人去毛刺,咨询开启高效路!磨削机器人去毛刺哪里好
机械抛光是利用机械摩擦,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽。通常以抛光轮作为抛光工具。抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂。抛光时,高速旋转的抛光轮压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,现有技术中抛光作业通常均采用人工拿持工件到抛光机上进行抛光作业,对于较大的工件,工人的劳动强度大,且人工效率低,同时抛光的质量人为因素较大,其质量不可控。磨削机器人去毛刺哪里好