商机详情 -
南京上银模组直线滑轨货源充足
1. 导轨滚道磨削工艺滚道的形状精度直接影响运动精度,采用数控成形磨床进行磨削,通过金刚石砂轮与在线测量系统配合,使滚道圆弧半径误差控制在 0.001mm 以内,表面粗糙度达 Ra0.1μm。THK 的超精密导轨采用 “多段磨削 + 在线补偿” 技术,行走平行度可达到 0.002mm/1000mm。2. 滑块一体化加工工艺**滑块采用五轴加工中心进行一体化加工,一次装夹完成滚道、安装孔与密封槽的加工,保证各部位形位公差≤0.003mm。南京工艺装备通过自主研发的 “镜像磨削技术”,使滑块两端面平行度误差小于 0.001mm,提升了装配精度。3. 滚动体精密研磨工艺滚珠需经过 “冷镦 - 光球 - 热处理 - 硬磨 - 精研” 五道工序,精研阶段采用铸铁研磨盘与研磨剂,使圆度误差≤0.0005mm,表面粗糙度达 Ra0.01μm;滚柱则采用双端面研磨与外圆无心磨,保证圆柱度误差≤0.001mm。4. 装配与预紧调节工艺装配采用恒温洁净车间(温度 20±0.5℃,湿度 45%-65%),通过**工具调整滑块与导轨的配合间隙,实现预紧力的精确控制。预紧等级通常分为 C0(无预紧)、C1、C2、C3 四级,C3 级预紧可使导轨刚性提升 50%,适用于重载精密设备。设备运行的稳定性离不开直线滑轨的支撑,滑轨能减少设备故障发生。南京上银模组直线滑轨货源充足
传统滑动导引由于其摩擦力较大,在高速运动时会产生大量的热量,导致导轨和滑块的磨损加剧,同时也会影响设备的运动精度和稳定性。因此,传统滑动导引一般适用于低速运动场合,其运行速度通常受到较大限制。而直线导轨由于其移动时摩擦力小,只需较小动力便能驱动床台,且因摩擦生热小,能够适应高速运转需求。在现代工业中,许多设备都需要在高速状态下运行,以提高生产效率。直线导轨的高速性能使其能够满足这些设备的需求,在往返运行频繁的工作模式下,可大幅降低机台电力损耗,同时保证设备的高精度运行。张家界自动化直线滑轨能耗制动润滑维护便捷,支持自动或手动润滑方式,保障长期稳定运行。

电子设备制造对精度和可靠性要求极高,直线导轨为组装线和测试设备提供稳定运动平台与精确位置控制,助力电子组件的精确定位和高质量生产。在手机制造过程中,直线导轨用于手机组装生产线的各个环节,如屏幕贴合、主板安装、外壳组装等,确保各个零部件能够精确地安装到指定位置,提高手机的组装质量和生产效率。在电子芯片制造领域,直线导轨则应用于光刻机、蚀刻机等高精度设备中,为这些设备提供纳米级的定位精度,保证芯片制造过程中的光刻和蚀刻工艺能够准确进行,从而提高芯片的制造精度和性能。此外,直线导轨还广泛应用于电子设备的测试设备中,如电子元器件测试机、电子产品性能测试机等,为这些测试设备提供稳定的运动平台和精确的位置控制,确保测试结果的准确性和可靠性。
在现代工业的精密运作中,线性滑轨扮演着至关重要的角色,它如同一位精细的 “导航者”,引导着各种设备的运动部件,确保其按照既定轨迹平稳、高效地运行。线性滑轨,又称直线导轨、线轨或线性导轨,是一种用于支撑和引导运动部件,使其按给定方向做往复直线运动的精密机械部件。其结构主要由导轨、滑块、滚动体(如滚珠或滚柱)、保持架和密封件等组成。工作时,滚动体在导轨与滑块之间无限滚动循环,恰似灵动的舞者在精心铺设的舞台上翩翩起舞,使得负载平台能够沿着导轨轻松实现高精度的线性运动。这种独特的滚动导引方式,将摩擦系数降至传统滑动导引的五十分之一甚至更低,如同在冰面上滑行一般顺畅,不****降低了能量损耗,还极大地提高了定位精度和运动平稳性。汽车制造过程中,直线滑轨带动焊接工装夹具移动,让车身焊点位置保持统一。

这一阶段的**特征是精度等级突破与应用领域扩张。1980 年代,随着半导体产业兴起,对直线滑轨的精度要求从毫米级跃升至微米级。德国力士乐开发出 P 级精密导轨,重复定位精度达 ±2μm,率先应用于半导体晶圆加工设备;NSK 则依托轴承技术积累,实现 JISC0 级精度,并推出自润滑单元,适配医疗 CT 机等对维护要求严苛的场景。1990 年代,中国台湾地区开始发力直线滑轨产业,上银(HIWIN)与银泰(PMI)相继成立,通过引进日本技术并本土化改良,推出性价比更高的精密导轨。上银的四列式钢珠设计可吸收安装误差,精度等级覆盖 C 至 UP 五级,迅速打开 3C 行业市场,全球市占率逐步提升至 15% 以上。这一时期,直线滑轨的应用从传统机床扩展至电子制造、医疗设备、航空航天等领域,市场规模进入稳步增长阶段。具备高刚性特质,经预紧处理后可消除间隙,满足精密设备的定位精度要求。湖南直线滑轨滑块直线滑轨多少钱
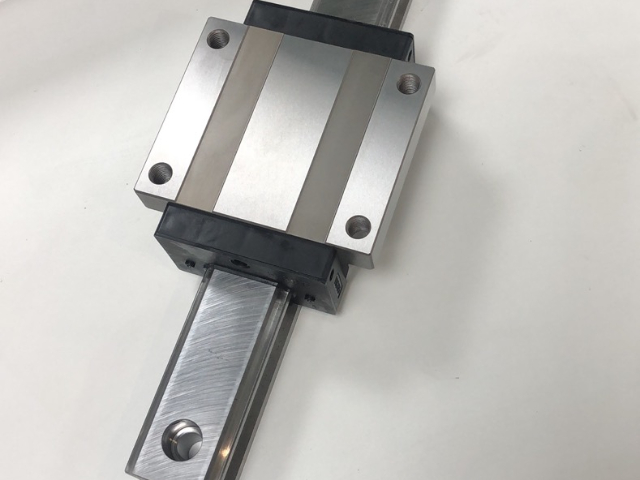
结构包含导轨、滑块和滚珠,三者协同工作,保障运动部件的往复位移。南京上银模组直线滑轨货源充足
摩擦系数是衡量线性滑轨摩擦性能的重要参数,分为动摩擦系数和静摩擦系数。线性滑轨的摩擦系数通常较小,一般在 0.001-0.005 之间,远低于滑动摩擦系数(通常为 0.1-0.5),这也是其能够实现低摩擦运动的关键。定位精度定位精度是指滑块在导轨上实际移动位置与指令位置之间的偏差,单位为 μm。线性滑轨的定位精度主要取决于导轨的加工精度、滚动元件的精度以及安装调试的质量。高精度的线性滑轨定位精度可以达到 ±1μm 甚至更高,满足精密加工和测量设备的需求。行走平行度行走平行度是指滑块在导轨上移动时,滑块上表面与导轨基准面之间的平行度误差,单位为 μm/m。它反映了滑轨在长度方向上的直线度和安装精度,对设备的运动平稳性和加工精度有较大影响。比较大速度和加速度比较大速度是指滑块在导轨上能够达到的比较高运行速度,单位为 m/s;比较大加速度是指滑块速度变化的快慢,单位为 m/s²。这两个参数与滑轨的摩擦性能、电机功率、负载大小等因素有关,在高速自动化设备中尤为重要。南京上银模组直线滑轨货源充足