商机详情 -
传动联轴器批发
加压前,必须确保三个不用的接口用钢塞完全堵好,防止液压介质泄漏,影响加压效果。正常的装载压力为80MPa(即800bar、11600Psi),允许的比较大装载压力为100MPa(即1000bar、14500Psi),加压时需逐步提升压力,因为轴套内部的活塞移动速度较慢,缓慢加压可确保胀紧套均匀膨胀,避免局部受力过大。加压后需保持压力约5-10秒,确保胀紧效果稳定。卸压时,打开泵上的卸压阀,待软管中油压下降后,拆开油泵油管,并用塑料防尘帽将接口封闭,每次装拆胀套后都必须进行这一步骤,防止接口被污损。工业生产中,液压涨套的可靠性和稳定性为连续化作业提供了有力保障,降低设备故障率。传动联轴器批发
ETPHYLOC是一种液压机械轮毂轴连接系统,用于在轴和轮毂之间建立牢固的连接。这种连接方式不需要传统的键连接,并且可以提供良好的同心度和负载传递能力。以下是安装ETPHYLOC时的一些重要注意事项:###通用注意事项:1.**清洁**:-在安装前彻底清洁所有部件,特别是轴、轮毂和胀紧套本身,以去除油脂、灰尘和其他杂质。2.**检查部件**:-确保所有部件没有损坏或变形。-检查轴和轮毂的配合面是否平整,无毛刺或损伤。3.**工具准备**:-准备好所需的工具,例如液压泵、压力表、扳手等。4.**安全措施**:-遵守所有相关的安全规定。-使用适当的个人防护装备(PPE)江苏传动液压轴套原厂液压涨套的智能控制系统提高了设备的自动化水平。

使用时,各接触面需用矿物油适度润滑,多余的润滑剂会顺着轴套内壁的螺旋槽甩出,需注意不可使用油脂以及二硫化钼基质的润滑剂。选择和使用ETP胀紧套时,需综合多方面因素考量,才能确保机械设备运行的高效性和可靠性。在选择方面,首先要考虑动力机特性,如电机、发动机等动力源的类型及输出特性;其次要评估载荷类别,明确预期的扭矩、速度和工作周期;同时需关注许用转速,确保胀紧套的比较高安全转速高于实际应用转速;此外,还要考虑两轴相对位移、传动精度、尺寸与安装空间、工作环境以及经济性等因素,优先选择性价比高的标准品,特殊需求可选择定制产品。
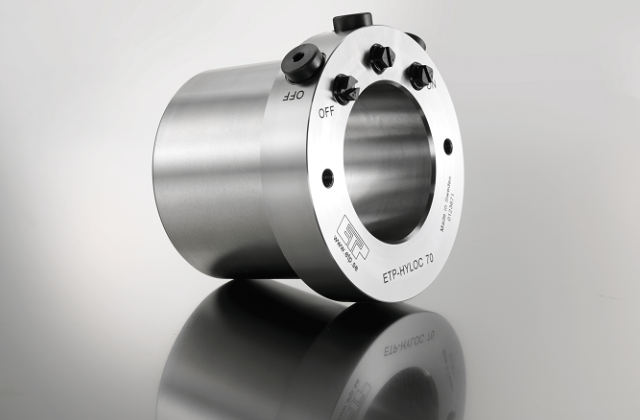
液压连接时,需根据设备设计结构选择径向或轴向连接液压泵软管,连接时要确保“ON”“P”“OFF”接口正确对接,避免因接口错误导致液压系统故障。安装过程中,通过液压泵加压使活塞移动,让胀紧套在轴和轮毂上均匀膨胀,同时需监控压力表读数,避免过压损坏产品,达到指定压力或位移后停止加压。安装完成后,需检查胀紧套是否均匀膨胀,确认轴和轮毂之间的连接紧密且同心度良好,确保设备运行时的稳定性。ETP-HYLOC液压-机械胀套的加压操作有严格的压力标准和操作规范,这是保证产品性能的关键。液压涨套的精密加工确保了其在精细操作中的准确性。

选用瑞典进口的ETP液压胀套,可有效解决这些问题,确保连接精度,实现全齿均衡切削。ETP-TECHNO的高精度优势在诸多精密设备中得到了充分验证,其径向跳动≤0.006mm的特性,使其成为高精度传动场景的理想选择。在铝带打碎设备中,刀轴上的螺旋刀片安装精度要求极高,刀片磨损后需快速更换,ETP-TECHNO凭借极小的径向跳动和紧凑的结构尺寸,被成功用于设备刀轴和齿轮间的传动,确保刀片旋转精细,提高破碎效率和产品质量。在印刷设备中,一款用软纤维制成的特殊齿轮也采用ETP-TECHNO进行传动,该产品传递的压力均匀适中,不会损坏软纤维齿轮,同时其径向跳动小、动平衡好的优点,大幅降低了设备运行时的噪音,提升了印刷设备的运行稳定性和印刷质量。液压涨套的制造过程严格遵循质量标准,经过多道检测工序,确保产品质量可靠。南京CLASSIC液压联轴器源头
胀套的结构紧凑,节省设备空间。传动联轴器批发
ETP-TECHNO是一种高精度、可频繁安装的液压涨(胀)套(联轴器)。标准品轴径为15~130mm,也包括英制尺寸。径向跳动≤0.006mm。装卸次数500~5000次(视具体规格而定)。与其它系列的液压涨(胀)套相比,其活塞末端多了一个半球状密封钢珠。当我们拧紧液压螺丝时,活塞推着钢珠移动到活塞槽的球面槽底。松开液压螺丝后,活塞便退回到原来的位置,涨(胀)套内的液压介质跟着流回到活塞槽里,涨套缩回到原来的厚度,瞬间与轴和轮毂分开。ETP-TECHNO非常适用于精度要求高且需频繁装拆的各种检测装置(如汽车发动机扭矩检测等)的连接,并可按用户的使用要求特殊定制。传动联轴器批发