商机详情 -
烟台称重配料
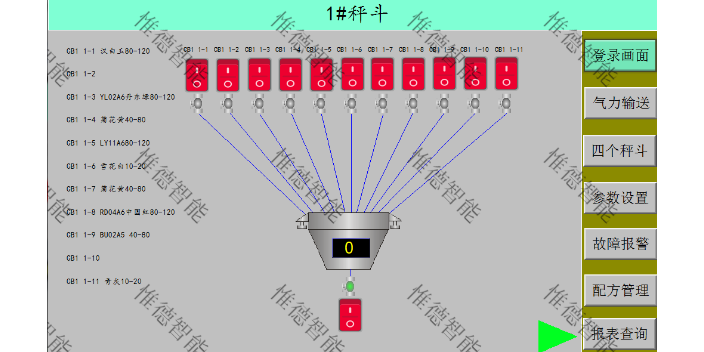
称重配料中,在对于一些难以直接称量的物流时,可采用这种散料积算称量的方法,其方法是在物料环节中加入一个中间静态计算设备。称重斗接收上面的物料,每当其接收到一定量时,既关闭上放料口,将此时的稳态重量值累计入总重量值中去,再打开其放料口,排出所有斗内物料,再进入下一个循环。称量斗B每次称量都处于静态中,所以其总积算精度相当高。特点:结构简单、高精度、高可靠性。间隙散料积算控制方式有两种:第一种是对数量的多次称量进行累计积算,得出总重量;第二种是给定部目标重量,控制对散量进行累计积算输出。使用称重模块,称重仪表,及一个简易的PLC即可构成间隙散料积算控制系统。自动称重配料系统,惟德质量保证,欢迎来电!烟台称重配料
全自动称重配料系统是小料自动配比的一种机器,在产品生产过程中,各个原材料按配比加料,如果人工称量则会造成配比不准确,这就导致了产品的质量偏差。所以,拥有一台好的小料机是很有必要的。那么,全自动称重系统是什么样的呢?我们现在就来了解一下。全自动称重系统又叫全自动小料机,配料机。采用PLC控制系统将不同的产品一种或多种物料,按照配方规定的重量配比自动配料。系统地实现了物料计量传送、配料控制、配方管理、生产数据采集管理等功能。系统由主机、风机和脉冲除尘、称重称台、脚踏开关、电控箱等五部分组成。芜湖液体称重配料工作原理江苏惟德带您了解自动称重配料系统的安装方法!

称重配料中的净重式定量控制过程是通过一个中间计量斗来完成定量放料过程。开始时,计算斗的放料门关闭,打开上部的加料口进行定值加料,达到目标值时关闭加料口,同时打开放料口将物料放入容器或包装物,再进入下一个控制循环。为了提高工作效果,可采取多种加料速度,一般为双速,即快加与慢加。也可采用双秤轮作的高速定值控制。特点:一体化结构、精度高、速度快。这种结构多为**称重控制设备所采用,如包装秤等。使用称重模块、称重仪表及操作按钮,即可构成净重式定量控制系统。
在多年的工业自动化实践经验的基础上,结合国内国际案例,开发生产这套高精度称重配料控制系统(配比混合控制系统)。各种不同不同型号的称重配料控制系统在多个工业行业的的大小工厂现场正在成功稳定运行。例如:陶瓷配料控制系统、玻璃配料控制系统、化工配料系统、食品添加配料系统、粮食称重控制、配煤控制系统、烧结料配料控制、冶金保护材料配料配比控制、混泥土搅拌控制、制药厂配料控制等。若配料的原料是液体、胶体,或是固体、液体、胶体的混合控制系统。自动称重配料系统的原理是什么,来电咨询江苏惟德!

称重配料系统的特点:只用一套称量装量,结构简单,精度高。使用称重模块,称重终端即可构成净重式定量控制系统。用户可以从称重终端输入各种配方,也可以上位PC机下载各种配方。●对于一些不允许进行隙式的顺序配料工作的场合,或者要求连续工作的场合,可采用连续配料方式。各种物料分别称重,并同时按照设定的流量加入混料中混合。特点:连续给料或比例给料,精度高,速度快。使用称重模块,多只称重终端即可构成连续配料系统。用户可以从称重终端输入各种配方,也可从上位PC机下载各种配方至称重终端。自动称重配料系统的价格贵不贵,欢迎来找江苏惟德!杭州罐体称重配料排名
欢迎来电咨询江苏惟德,了解自动称重配料系统的流程!烟台称重配料
自动配料系统)中主、辅料秤由可编程控制器(PLC)和上位机实现两级控制。现以1#~4#四台电子皮带秤的PLC控制分析为例,每一电子皮带秤有一台皮带驱动电机,两个料位传感器,一个速度传感器,一个称重传感器,一台变频器,它们构成了被控对象。电动机的启、停由开关量控制,PLC数字量输出信号作为变频器的控制端输入信号,经变频器调制输出高频脉冲给皮带驱动电机。料位传感器检测料斗有无物料,速度传感器测量电机的转速。系统需8个数字量输入信号,25个开关量输入信号和24个开关量输出信号,I/O点总数量为57。I/O点数量和类型如表1所示。烟台称重配料
江苏惟德智能工程技术有限公司是我国自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统专业化较早的有限责任公司之一,公司成立于2015-11-12,旗下江苏惟德,惟德智能,已经具有一定的业内水平。江苏惟德智能以自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统为主业,服务于机械及行业设备等领域,为全国客户提供先进自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。