商机详情 -
江苏组件小片串焊机视频
小片红外串焊机出料轴手动功能介绍。“出料Y轴取料位”按键是驱动出料马达直接到达取料位,该位置出料气缸可以驱动吸盘组下去把焊好的组件吸住再上来。“出料Y轴放料位”按键是驱动出料马达直接到达放料位,该位置出料气缸可以驱动吸盘组下去把焊好的组件卸放到储料盘之后再上来。“出料风机打开”按键是驱动出料风机的继电器开关也就是驱动其电源,从而驱动出料吸盘组的真空,需要吸组件时打开,需要卸放组件时关闭。“平台风机打开”按键是驱动出料杆及焊台所需真空的那个风机的继电器开关也就是驱动其电源。“出料气缸下降”按键切换“出料气缸上升”按键,驱动出料气缸的电磁阀开关,驱动该气缸上升或下降的动作从而带动出料吸盘组的上升或下降。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向上双箭头按键是顺着复位时马达的旋转方向的向上寸动,向下双箭头按键是向下寸动。 小片红外串焊机红外灯箱上的各条丝线横设于红外线灯箱的敞口下侧,是怎样固定在箱体的底缘上的?江苏组件小片串焊机视频
小片红外串焊机
太阳能电池片串焊装置,线架包括分别设置于焊台的相对两侧的上方以对应固定各丝线的线端并使丝线张紧的两块固定板,其中一块固定板上设置有线头夹紧件,而另一块固定板上设置有张力调节件,每条丝线的一个线端由线头夹紧件对应夹紧固定而另一条线端固定于张力调节件上,张力调节件包括固接于固定板上的筒体以及螺接于筒体内的螺柱,丝线的线端自筒体上的穿线孔穿入筒体内并固定于螺柱上。两块固定板的底端面上均开设有与丝线一一对应设置的定位槽,相邻两个定位槽的间距与丝线的间距相适配。 山东野牛小片串焊机联系人小片红外串焊机串焊部分有承载太阳能电池片和焊带的焊台、用于对太阳能电池片和焊带进行红外加热的灯组成。

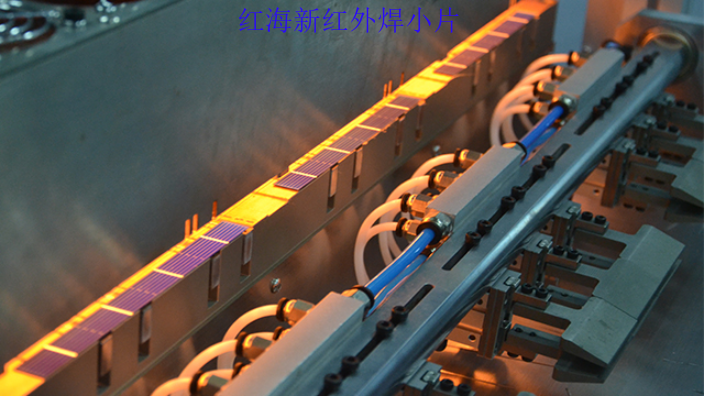
红海新的小片红外串焊机的参数规格。1.作业速度长度78MM以下的单栅电池片6片可达3600片/小时;2.电池片尺寸宽度3mm~(焊带)方向的尺寸,可以焊更小尺寸以调机结果为准,如需其他尺寸可定制;156/158/162/166/182/210的切割片,长度可以到30mm平行银浆(焊带)方向的尺寸,可以焊更多非标尺寸可以以调机结果为准;3.电池片栅线数量传统的标准1~6栅,密栅片9~13栅如果有特殊可以订制,栅线可选栅或者满栅焊接3焊接串数长度78MM以下的单栅可同时焊接6串;4.电池片厚度160微米以上;5.焊带规格宽度;6.电池片破片率<;7.电池片间距1~15mm实际可以更小的间距比如,也可以定制更大的片间距;8.焊接方式红外打破传统铬铁焊小片的方式;9.灯管寿命>10000小时;10.焊接温度室温到400度可调;11.电源要求3相/50~60Hz/380V/60A;12.峰值功率20KW15;13.气源要求;14.压缩空气消耗量约100升/分钟;15.电池串长度范围600mm如要更长可订制;16.操作方式PLC触摸屏操作;17.设备外形尺寸长3440mmX宽1540mmX高1800mm;18.设备重量1500KG。
小片红外串焊机说明书:手动画面有5个子菜单的画面,对应右边的菜单按钮。“手动高速“按键是切换手动速度与手动高速的二选一(参数设置画面里有这二种速度的设置)。”手动状态“按键是切换手动状态与自动状态的二选一。”总复位“按键是与主画面中的复位功能一样点“手动\拉带”以后为以下画面:现就手动\拉带部分画面做介绍,特别说明:手动\拉带部分画面,拉带轴或翻转U轴寸动的速度可以选择手动速度与手动高速,其它的位置运动过程是用的自动速度。 小片红外串焊机的红外线灯箱的箱体组装于弹性缓冲件的哪一端上?
在本实用新型一个可选实施例中,如红外线灯箱一个可选实施例的部分拆分结构示意图所示,固定元件18包括与顶板10b的顶面固定相连的固定部181以及自固定部181的相对两端分别对称地弯折延伸形成的弹性夹臂183,两个弹性夹臂183的靠末端处还分别向外侧弯曲凸出而在两个弹性夹臂183之间形成与连接段123的外轮廓相适配的夹持部183a。本实施例固定元件18采用上述结构形式,结构相对简单,而且通过设置弹性夹臂183和夹持部183a,弹性夹臂183可适当弹性变形,夹持部183a与连接段123的外侧面紧密贴合,位置确定效果好,而且可适配不同直径尺寸的红外线灯12。 小串焊机在电池片上面用红外加热,电池片下面的焊台需要加热吗?河北太阳能玻璃层压板小片串焊机焊接原理
小片红外串焊机红外灯箱包括哪些模块?江苏组件小片串焊机视频
小片红外串焊机操作画面说明一:①主画面主画面中放了使用频率高的参数化设置及方便的主菜单按钮。现就主画面做介绍,:A框:8个按钮,除了开始那个是切回主画面,其它的点击均进入相应的画面。B框:按钮中的“清料”就是焊完现有台面上电池片并做相应的串分切及出料就停机结束到停止状态。“启动”就是进入自动运行进的按钮。“暂停”就是当需要暂时停止或中停时,按下暂停键与暂停按钮盒上的按钮功能相同。“复位”通过复位键或按钮来完成机台的自动前的初始准备状态,操作要领是长按复位键或按钮,直至当看到机台有任何动作,才可以松。“手动状态”与“自动状态”是相互切换的,也就是说,自动时要切换到“自动状态”。复位完成与否可以通过复位按键上的圆圈颜色是否为绿色来判定。如果是红色就是没有完成状态。 江苏组件小片串焊机视频
深圳市红海新机电设备有限公司一直位于同行业领域的创新高度,不断锐意进取,致力于开发创新型的产品和新兴技术在市场上拓展自己的业务。多年以来,我们一直保持良好的商业口碑,不断制定富有创新价值理念的产品标准,让我们的业务在光伏行业设备中脱颖而出。虽然我们取得了不小的成绩和发展,但我们绝不会沾沾自喜,在竞争越发激烈的市场环境中,我们更需要明确自身优缺点,不畏艰难险阻,积极应对并做好迎接新挑战的充分准备。我们公司提供和谐温馨的工作环境和富有营养的公司土壤,让我们成为一个积极、勇于创新的团队,有了不断开拓创新的无限潜力,我们可以更好地服务于客户和社会。我们深信,只要我们紧握机遇,坚持创新,充分发挥我们的企业优势,团结奋进,我们就一定能凭借着自身的实力和优势走向共同辉煌,成为行业里的佼佼者。正如我们一直传承的宗旨一样,我们将以更加崭新的精神面貌迎接行业和客户,在新能源大好的前环境下激流勇进,不断突破创新,为推进行业发展和社会进步贡献我们的力量。我们坚信自己可以把握未来机遇,努力创造更美好的明天!