商机详情 -
浙江称重配料系统厂家
目前电子秤自动配料系统已广泛应用于建材、冶金、饲料、化工、食品等行业中。作为生产的源头和头道工序,配料的重要性不言而喻。目前的自动配料系统都以可编程控制器(PLC)作为逻辑控制**,通过以称重计量秤为主的第三方设备采集数据,并配置上位监控计算机和打印机等完成称重数据显示、配方输入和管理、自动配比料方等生产控制。另外还有生产过程动态显示和故障报警、配料数据自动存储、当前和历史数据查询和打印等一系列功能,系统的配料精度高、实时性强、人机界面友好,目前已广泛应用于各行各业中。自动配料称重计量传感器控制器设计与应用原理!浙江称重配料系统厂家
称重配料中的称重传感器:在大多数现代应用中,称重传感器,称为负载单元,通常是一种电子应变计,如图显示的这种。当力应用于该元件时,标准应变计技术测量承重元件的偏转。偏转的承重元件在给定负载的偏转程度上必须具有高度的可重复性,承重元件返回原位的能力具有高度的可重复性。典型的应变计与承重元件结合,当承重元件弯曲时,仪表的电阻会发生变化。我司生产的各类称重传感器及称重模块可以安装在各类称重设备上。江苏惟德带您了解!江苏自动称重配料系统厂家称重配料系统日常维护项目!
自动配料系统是一种能够自动完成原材料配料的设备,它具有提高生产效率,降低人工成本,保证产品的质量等多种优点。其中,自动称重系统是自动配料系统中的一个重要组成部分,也是整个系统的**部件之一,其主要作用是实现对原料的精确称重。自动称重系统的工作原理:1.原料称重传感器自动配料系统中的原料称重器一般使用电子秤,使用电子传感器来检测被称重物品的重量,将重量数据传输到计算机进行处理,因此,在自动称重系统中电子传感器是起到关键作用的部分。
称重传感器通常采用电子称重传感器或压电称重传感器,它们可以将重量转换为电信号,然后通过控制器进行处理,很终输出控制信号,控制输送设备进行配料。分类1.按照称重方式分类。静态称重配料:原材料在称重前需要停止运动,称重完成后再进行输送。动态称重配料:原材料在运动过程中进行称重,称重完成后立即进行输送。按照混合方式分类:连续混合:原材料在输送过程中进行混合。间歇混合:原材料在输送到混合器后进行混合。欢迎查看。佛山称重配料厂家有哪些?

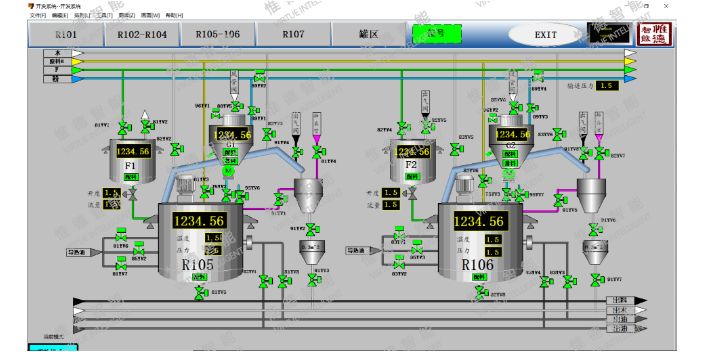
面食品的生产流程面食品的生产流程比较复杂,适合于采用计算机进行管理及控制。在下图所示的过程控制案例中,系统中存储了99个不同的饼干类产品原料配方及烘烤程序,可以很方便的进行不同品类产品的生产及转换。生产开始,我们通过选择对应程序,调用相应配方,操作开始键,即可启动配料、混合与揉面过程。参加配料的原料按先后顺序和相应的设定重量,从贮料容器中被输送到称重容器里。这里的工作基础是存储着的配方原料相对于配料批总重量的百分比份额,这样就可以依据每批次的设定产量,自动计算出每种原材物料所需要的用量。也可以直接设定单位规格批量的原料用量***值,对于更多的产量需求,只需要将所制作的分数加倍即可。渭南称重配料厂家有哪些?宁夏饲料自动称重配料秤
台山称重配料厂家有哪些?浙江称重配料系统厂家
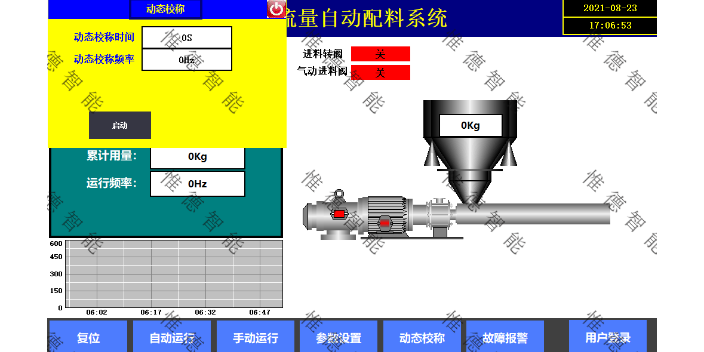
称重配料系统动作流程1、四套称重槽分别装置了计量传感器,并以BCD码方式连接输入到开关量输入模块,经计算变换成称重槽的重量,去皮重后即为称重槽的零位。本系统设计停机时对每套称重槽进行人工检零,可监视称重槽的零位是否正常;在连续配料运行过程中进行自动检零,可修正称重槽的零位变动,确保计量精度。2、操作者点击配料运行过程开始后,PLC控制第一种原料加料的电磁阀开启,该种原料徐徐加入称重槽,计算机实时监测称重槽下荷重传感器传送过来的荷重信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,第一种原料加料电磁阀关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为第二种原料加料前的零位。浙江称重配料系统厂家
江苏惟德智能工程技术有限公司正式组建于2015-11-12,将通过提供以自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统等服务于于一体的组合服务。旗下江苏惟德,惟德智能在机械及行业设备行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成机械及行业设备综合一体化能力。江苏惟德智能始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在自动化称重配料系统,粉粒体输送与除尘成套系统,气力输送系统,整厂自动化控制系统等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。