商机详情 -
中山国内SPI检测设备设备价钱
3.节约成本在SMT组装的前期,如果使用SPI设备检测出不良,可以及时完成返修,这节约了时间成本。另一方面,避免不良板延迟到后期制造阶段,造成PCBA板功能性不良,这节约了生产成本。4.提高可靠性前面我们说过,在SMT贴片加工中,有75%的不良是由于锡膏印刷不良造成的,而SPI能够在SMT制程中对锡膏印刷不良进行准确拦截,在不良的来源处进行严格管控,有利于减少不良产品提高的可靠性。现在的产品越来越趋向于小型化,元器件也在不停改变,在提高性能的同时缩小体积,如01005,BGA,CCGA等对锡膏印刷质量有较高的要求,因此在SMT制程中,SPI已经是不可或缺的一个质量管控工序,每一个用心做PCBA的工厂都应该在SMT装配中配有SPI锡膏检测设备。AOI检测误判的定义及存在原困?中山国内SPI检测设备设备价钱

SMT贴片焊接加工导入SMT智能首件检测仪可以带来以下效益:1.节省人员:由2人检测改为1人检测,减少人工。2.提高效率:首件检测提速2倍以上,测试过程无需切换量程,无需人工对比测量值。3.可靠性:FAI-JDS将BOM、坐标及图纸进行完美核对,实时显示检测情况,避免漏检,可方便根据误差范围对元件值合格值自动判定,对多贴,错料,极性和封装进行方便检查;相较于传统方式完全依靠人员,人工更容易出错。4.可视性:FAI-JDS系统对PCB位号图或者扫描PCB图像,将实物放大几十倍,清晰度高,容易识别和定位;传统方式作业员需要核对BOM,元件位置图以及非LCR背光丝印,容易视觉疲劳,导致容易出错。5.可追溯性:自动生成首件检测报告,并可还原检测场景。6.更加准确:使用高精度LCR测试仪代替万用表。7.工艺图纸:可同时生成SMT首件工艺图纸,方便品管或维修人员使用。8.扩展性:软件支持单机版和网络版,网络版按用户数量授权可以多个用户同时使用。广东自动化SPI检测设备设备厂家为何要对锡膏印刷环节进行外观检测?
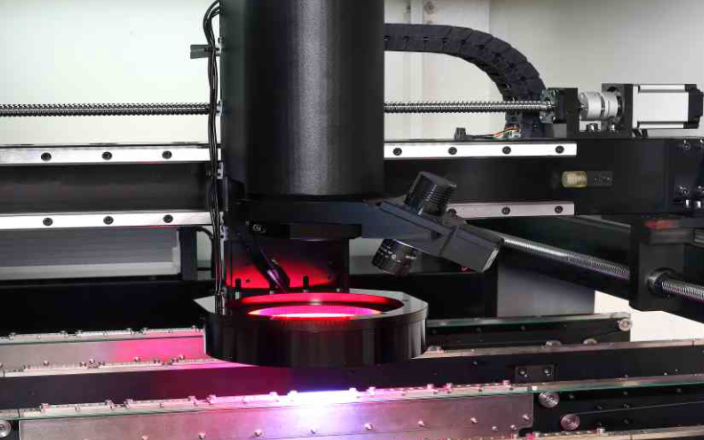
3DSPI(SolderPasteInspection)是指锡膏检测设备,主要的功能就是以检测锡膏印刷的品质,包括体积,面积,高度,XY偏移,形状,桥接等。如何快速准确的检测极微小的焊膏,PARMI3DSPI是使用Laser(中文译为激光三角测量技术)的检测原理。根据研究结果,印刷工艺有着大于74%的可变性,之所以存在这么大的可变性,是因为印刷工艺中包含大量不确定的工艺参数,包括焊膏的种类、配方、环境条件、钢网的类型、厚度、开孔的宽厚比和面积比、印刷机等类型、刮刀、印刷头技术、印刷速度等等。
SMT贴片焊接加工导入SMT智能首件检测仪可以带来以下效益:1.节省人员:由2人检测改为1人检测,减少人工。2.提高效率:首件检测提速2倍以上,测试过程无需切换量程,无需人工对比测量值。3.可靠性:FAI-JDS将BOM、坐标及图纸进行完美核对,实时显示检测情况,避免漏检,可方便根据误差范围对元件值合格值自动判定,对多贴,错料,极性和封装进行方便检查;相较于传统方式完全依靠人员,人工更容易出错。4.可视性:FAI-JDS系统对PCB位号图或者扫描PCB图像,将实物放大几十倍,清晰度高,容易识别和定位;传统方式作业员需要核对BOM,元件位置图以及非LCR背光丝印,容易视觉疲劳,导致容易出错。5.可追溯性:自动生成首件检测报告,并可还原检测场景。6.更加准确:使用高精度LCR测试仪代替万用表。7.工艺图纸:可同时生成SMT首件工艺图纸,方便品管或维修人员使用。8.扩展性:软件支持单机版和网络版,网络版按用户数量授权可以多个用户同时使用。欢迎来电咨询!锡膏检查机只能做表面的影像检查,如果有被物体覆盖住的区域是无法检查得到的。

SPI锡膏检查机的检测原理锡膏检查机增加了锡膏测厚的雷射装置,所以SPI可能遇到的问题与AOI类似,就是要先取一片拼板目检,没有问题后让机器拍照当成标准样品,后面的板子就依照首片板子的影像及资料来作判断,由于这样会有很多的误判率,所以需要不断的修改其参数,直到误判率降低到一定范围,因此并不是把SPI机器买回来就可以马上使用,还需要有工程师维护。SPI锡膏检测仪只能做表面的影像检查,如果有被物体覆盖住的区域设备是无法检查到的。SPI锡膏检查机测量的项目锡膏印刷量锡膏印刷的高度锡膏印刷的面积/体积锡膏印刷的平整度锡膏检查机可以侦测出下列不良:锡膏印刷是否偏移(shift)锡膏印刷是否高度偏差(拉尖)锡膏印刷是否架桥(Bridge)锡膏印刷是否缺陷破损SMT表面组装技术是目前电子组装行业里流行的一种技术和工艺。韶关多功能SPI检测设备技术参数
素材查看 SMT锡膏的印刷是SMT制程中首道工序也是SMT生产工艺的重要环节,锡膏印刷质量直接影响焊接质量。中山国内SPI检测设备设备价钱
那么SPI具体是如何检测的呢?目前SPI领域中主要的检查方法有激光检査和条纹光检查两种。其中激光方法是用点激光实现的。由于点激光加CCD取像须有X、Y逐点担的机构,并未明显増加量测速度。为了增加量测速度,需将点激光改成扫描式线激光光线。这两种是经常用到的方法,此外还有360°轮廓测量理论、对映函数法测量原理( coordinate Mapping)、结构光法( Structure Lighting)、双镜头立体视觉法。但这些方法会受到速度的限制而无法被应用到在线测试上,只适合单点的3D测量。中山国内SPI检测设备设备价钱