商机详情 -
云南鼻氧管源头厂家
鼻氧管头本体,所述鼻氧管头本体一侧设置有两个吸氧孔,鼻氧管头本体在两个吸氧孔之间具有波纹管状结构的伸缩部,伸缩部又由波纹数量较少的波纹部和波纹数量较多的第二波纹部构成,所述可调式鼻氧管头可以通过伸缩部的压缩、拉伸和弯折来调整所述两个进氧孔之间的距离和角度,进而满足不同使用人群的需求。本实用新型还提供了一种可调式鼻氧管头的制备方法,由于所述可调式鼻氧管头结构简单,鼻氧管头本体不具有弧度,因此其成型模具结构简单,生产工艺流程简化,生产自动化提升。附图说明为了更清楚地说明本实用新型的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。请参阅图1,为本实用新型提供的一种可调式鼻氧管头的实施例结构示意图,包括:连接部1,鼻氧管头本体2,所述连接部1与进氧管3可拆卸连接,所述鼻氧管头本体2一侧设置有两个吸氧孔4,其特征是:两个吸氧孔4之间设置有伸缩部5。本实用新型通过设置伸缩部5,能够实现一套模具生产就可以适用大人、小孩等不同人群,减少模具的投入,简化库存管理。模具结构由曲面变成平面,结构简单。在急救情况下,鼻氧管可以迅速提供氧气,为抢救患者争取时间。云南鼻氧管源头厂家

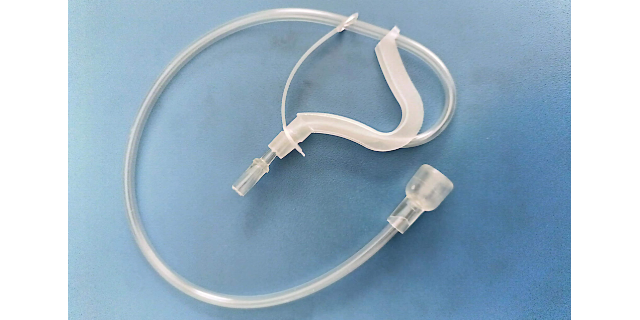
以及鼻吸管8到挂环拉向耳根的长度,从而适用于不同的人,通用性好。【附图说明】下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:图1是本实用新型的结构示意图;图2是本实用新型中母带的平面结构示意图;图3是本实用新型中公带的平面结构示意图。【具体实施方式】下面结合附图对本实用新型作进一步描述:如图1至图3所示的一种防脱落鼻氧管,包括输氧管1、分氧接头2、固定器3、分氧管4和两个鼻吸管8,所述鼻吸管8用于插入鼻孔内,所述固定器3用于调整分氧管4的环形口大小以将分氧管4固定在头部,位于所述鼻吸管8的两侧设有在鼻吸管8插入鼻孔时能靠压在鼻翼两侧上的压鼻杆7,通过两个压鼻杆7提供一个力,使鼻吸管8不易从鼻孔中脱落。所述压鼻杆7的头部靠向鼻吸管8,使用时,先将两压鼻杆7相对鼻吸管8张开,以便鼻腔的侧壁卡入压鼻杆7和鼻吸管8之间,在头部固定好分氧管4后,压鼻杆7头部回复靠向鼻吸管8并抵靠在鼻翼两侧,所述压鼻杆7被鼻翼撑开,所述鼻吸管8和压鼻杆7分别从内外作用而夹在鼻腔的侧壁上,形成夹持力。所述压鼻杆7的头部设有放大的球形部71,以便通过球形部71抵靠在鼻翼两侧鼻唇沟的位置,以更好的提供力。安徽吸氧鼻氧管批发价格鼻氧管应无明显泄漏,输氧过程氧气的损失量≤5%.

本实用新型涉及医疗器材技术领域,尤其涉及一种可调式鼻氧管头。背景技术:传统鼻氧管头又称鼻塞,与输氧系统连接供人体吸氧用,使用时将鼻氧管头塞进鼻孔即可吸氧。众所周知,鼻氧管头要根据大人、小孩、婴儿等不同使用者的鼻孔距离来设置不同的型号,不同型号的鼻氧管头大小不同。这样的设计一是给鼻氧管头的制造环节增加了难度,首先要根据鼻氧管头的型号设计不同大小的模具,造成了模具资源的浪费,其次,又增加了模具切换、生产管理、订单管理、库存管理等一系列问题,给鼻氧管头的制造商带来不必要的麻烦;再者,给鼻氧管头的经销商及使用者也造成了困扰,经销商及医院要同时准备不同型号的鼻氧管头,并且保证库存量,才不会导致使用者没有合适的鼻氧管头这种状况。此外,为了与鼻头角度匹配,传统鼻氧管头自身带有一个固定的弧度,也就无法调节两个吸氧孔的角度,对于不同情况的使用者来说,并不能使鼻氧管头与使用者完美匹配,经常会造成氧气的流失浪费。而为了使鼻氧管头带有一定的弧度,生产传统鼻氧管头的模具也要带有一个曲面,结构较为复杂,无论是模具加工还是鼻氧管头成型工艺都影响了鼻氧管头的生产效率。
另一端自由摆动,所述公带6上设有扣子61,所述母带5上沿长度方向设有若干个与扣子61相配合的扣孔51。如上所述的一种防脱落鼻氧管,其特征在于:所述扣孔51等距设置,所述扣子61有两个且两个扣子61的间距等于相邻两个扣孔51的距离的整数倍。如上所述的一种防脱落鼻氧管,其特征在于:所述压鼻杆7的头部靠向鼻吸管8,在所述鼻吸管8插入鼻孔时,所述压鼻杆7被鼻翼撑开。如上所述的一种防脱落鼻氧管,其特征在于:所述鼻吸管8和压鼻杆7分别从内外作用而夹在鼻腔的侧壁上。如上所述的一种防脱落鼻氧管,其特征在于:所述压鼻杆7的头部设有放大的球形部71。与现有技术相比,本实用新型有如下优点:本实用新型结构简单,使用方便,尤其适合婴幼儿和儿童使用。本实用新型通过在鼻吸管8的两侧设置压鼻杆7,通过两个压鼻杆7抵靠在鼻翼两侧来提供一个力,使鼻吸管8不易从鼻孔中脱落,同时母带5和公带6相互扣接在一起形成挂环挂在耳根上,防止压鼻杆7和鼻吸管8上下松动,使压鼻杆7更好的抵靠在鼻翼两侧,在使用过程中整个鼻氧管固定牢靠,不易脱落,尤其适合婴幼儿和儿童使用。本实用新型通过母带5和公带6扣接形成挂环,通过公带6上的扣子61扣入母带5上不同的扣孔51,能调整挂环的大小。高质量的材质能够保证鼻氧管的韧性和抗拉强度,防止使用过程中断裂或损坏。
③批生产记录的执行情况:根据工艺规程和岗位标准操作规程,编制了批生产记录,随生产指令发至各班组,各班组按操作指令和规定工艺要求组织生产,并及时、如实填写实际操作记录。每批生产结束后,由车间负责收集形成批生产记录,交质量部,与批检验记录、批监控记录等进行批审核,并报质量部经理批准后归档保存。保证生产每批产品,均有能反映生产各环节的完整的批生产记录。批生产记录均能完整的反映生产各环节,包括关键操作工序的复查、复核,现场 QA 监控,每批生产结束后的器具清洗消毒,清场、清场检查以及QA 复查签名。④批号的编制,中间体及产品批号的编制遵循性原则,以便于品质管理中能得到有效的追索和避免混淆。⑤防止污染和混淆的措施:同一品种相同含量不同规格或不同品种相同规格,不同时安排生产。各生产工序均截然分开,未在同一生产间内操作。每一批生产结束后或更换品种、规格,均严格执行清场管理规程,并由 QA 现场检查确认合格后,方能进行下一批产品的生产。鼻氧管的使用需要遵循正确的操作方法,避免对患者造成不必要的伤害。河北吸氧鼻氧管批发价格
早期的鼻氧管设计简单,主要采用橡胶或硅胶材质制成,通过鼻腔插入为患者提供氧气。云南鼻氧管源头厂家
⑤公司制订了进入洁净区人员的净化程序。进入洁净区的操作人员,进入一更衣间,在换鞋柜处脱去外衣放入衣柜中,将非工作鞋换成洁净区工作鞋,洗手,进入二更衣室穿洁净服,通过缓冲区进行手消毒,进入洁净区操作间。洁净区人员不能化妆、不得佩带饰物操作。一更间设内洗手、烘手器。缓冲区设喷淋式手消毒器等,使人员得到充分净化。人员通道(洁净通道)与生产功能间净化级别相等,人员经过通道进入各自的净化工作间。⑥原料进入生产线首先进入脱包间,脱包后经互锁传递窗进行紫外线消毒灭菌后进入车间(10万级),在同等净化级别的洁净区内,通过单门传递窗进入各个生产功能间,加工过程中一直在10万级区内进行,直到完成内包装后,再通过双开门互锁传递窗,传到外包间(非净化区),经过外包制成的成品传送到成品库。⑦生产区不得存放非生产用品,不准带入生活用品和私人杂物,生产中的废弃物随时清理。生活垃圾、生产垃圾分开堆放、处理。 云南鼻氧管源头厂家