商机详情 -
江苏调整小片串焊机
小片红外串焊机的使用也非常方便。它体积小巧,占用空间少,适合在工作台上进行操作。它的操作界面简单直观,操作人员只需按照指示进行操作即可。此外,小片红外串焊机还具有自动化功能,能够自动完成焊接过程,减少人工操作,提高工作效率。总之,小片红外串焊机是一种高效、精确、可靠的焊接设备,其主要用途是在电子制造过程中对小型元器件进行焊接。多应用于电子制造行业。它具有高效、精确、可靠的特点,适用于焊接各种小型电子元器件,操作简便,使用方便。此机器针对小型零件进行焊接,极大提高了生产效率。江苏调整小片串焊机
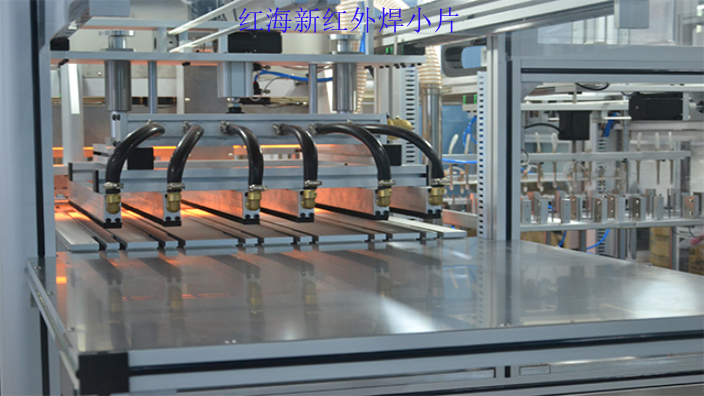
小片红外串焊机
在我们的实用新型一个可选实施例中,红外线灯箱以其独特的设计和特色的性能,成为推广第三方平台的理想选择。接下来,让我们深入了解这款产品的结构和功能。红外线灯箱的结构设计巧妙,拆卸方便。其主体结构包括与出射窗口相对的顶板和围绕出射窗口并连接于顶板各个侧缘的环状侧板。这样的设计不仅使安装过程更加简单,还为内部组件提供了良好的保护。在红外线灯箱内部,我们组装了一块网孔板,介于顶板和红外线灯的加热段之间。这块网孔板的主要作用是使吹风模块吹动的气流更加均匀地散布在红外线灯的加热段表面,从而达到更好的降温效果。此外,网孔板还能防止红外线灯被外界因素损坏。在推广第三方平台的过程中,红外线灯箱具有明显的优势。首先,其节能绿色的特点符合当下绿色绿色的潮流,能够吸引更多的消费者。其次,红外线灯箱具有良好的遮光效果,可以避免光线对其他产品的干扰。再次,通过与其他产品的搭配,如吹风模块等,可以进一步提升红外线灯箱的性能,实现更好的推广效果。在制造工艺方面,我们采用了科学的生产技术,确保红外线灯箱的质量稳定。例如,我们使用强度高材料制作箱体,使其具有良好的耐用性;同时,网孔板的设计也经过精心计算和实验验证。 红外小片串焊机排行榜小片红外串焊机的焊灯高度调节模块包括哪些结构?欢迎咨询!
小片红外串焊机操作画面说明三:首先,我们要关注的是“串焊总串数”。这个功能显示了当前串焊的累计总串数。在进行串焊过程中,我们可以清晰地看到实时的串焊串数。如果需要清零,我们只需在框中输入数值“0”即可。紧接着是“放片总数”。这个功能显示了当前放片的累计总数。同样,如果需要清零,我们只需在框中输入数值“0”即可。接下来是“串切计数”功能。这个功能中的“/”后框中显示了当前推荐的电池片到分切模具前的累计传送步数。“/”前的框中的数值则是当前所传送的步数。通过这个功能,我们可以对电池片的传送过程进行精细操控,确保生产过程的顺利进行。而“串切设置”功能则可以帮助我们更灵活地改变电池片传送的步数。在“/”前的框中输入新的数值,按“确认”即可生效。“串切计数”值中的“/”后框中的数值也会相应改变。“出料串数”功能则可以帮助我们设置想要出料的总串数。“/”前的框中的数值是当前实际的出料串数。通过这个功能,我们可以更好地操控产品的输出数量,从而实现生产效率的提高。此外,“焊台温度”功能也是我们关注的地方。在“/”后框中的数值是显示设置的温度,“/”前的框中的数值则是当前的实际温度。
翻转送料机构,易操作,让你轻松应对各种焊接、切割、折弯、卷扬等生产场景。独特的设计,适用范围广,可夹持各种规格、形状的焊带、焊丝等,实现效率高的翻转移动。线架,结构简单,占用空间小,安装方便,使用寿命长。多样化的线架选择,适应不同行业的需求。固定板上的线头夹紧件和张力调节件,让你轻松调节线束的张紧度,保持线束的稳定性和张力。绕线柱的设计,让线束更加规整,方便收纳和管理。选择我们的翻转送料机构和线架,让你的生产效率翻倍,省时省力,是工厂生产的得力助手。欢迎咨询订购,我们将竭诚为您服务!小片红外串焊机拉直焊带机构中“拉直长度气缸闭合”焊带拉直时往后移动的那个气缸的主要作用是?

在使用小片红外串焊机时,需要满足以下三个要求。首先,需要满足电源要求。小片红外串焊机需要使用3相/50~60Hz/380V/60A的电源,电源线截面积不小于6mm²。为了方便用户使用,小片红外串焊机配备了380V/60A的空气开关的接线盒。用户只需将电源线插入接线盒即可使用。其次,需要满足气源要求。小片红外串焊机需要使用洁净、干燥的压缩空气,气压为3∽5kgf/cm2,约为3∽5bar。为了满足用户的需求,小片红外串焊机配备了压缩空气的快接头,用户只需将气管与快接头连接即可使用。而后,需要满足焊带圈要求。总之,小片红外串焊机是一种良好的焊接设备,具有多种优点和大范围的应用领域。通过在第三方平台推广其多种优点和提供专业的技术支持和售后服务,我们可以帮助更多的人了解和使用小片红外串焊机,从而实现互利共赢的目标。小片串焊机的拉带轴,手动可以操作8个位置,具体是哪些?江苏小片串焊机出售
小片红外串焊机具有一体化的结构,操作简单方便。江苏调整小片串焊机
小片红外串焊机的电池片传送前后的机构介绍。传送X轴是驱动出料杆前后运动的那个机构。按其位置分为三个:等待位,传送位,切断位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向左双箭头按键是顺着复位时马达的旋转的反方向的向后也就是往出料方向寸动,向后双箭头按键是向前寸动。”传送X轴等待位“按键是驱动马达旋转直接到等待位(就是复位以后的初始位置),这个位置是传送杆可以向上吸电池片直至凸轮电机上到上位后,传送杆准备向后传送。”传送X轴传送位“按键是驱动马达旋转直接到传送的位置,这个位置是传送杆向后传送一个电池片加一个片缝的距离,是传送杆到了这个位置可以向下把吸住的电池片放在焊台上进行卸放。”传送X轴切断位“按键是驱动马达旋转直接到切断位置,这个位置是传送杆向后传送一个片缝加上相邻两串的电池片之间的距离,是传送杆到了这个位置,可以向下把吸住的电池片放在焊台上进行卸放,并且这个位置是串切断模具可以上下动作对尾带进行一分为二的分离,所以称为切断位。 江苏调整小片串焊机