商机详情 -
虹口区多层板微通道换热器
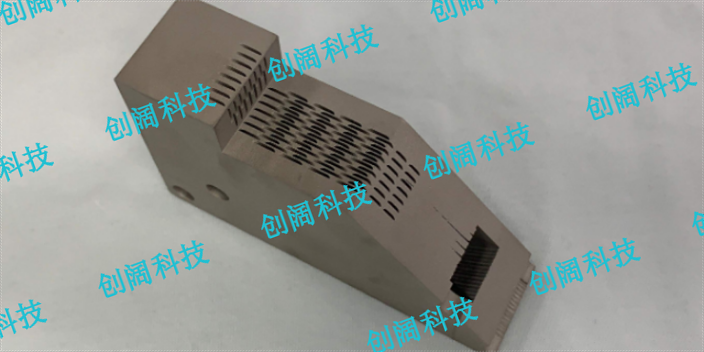
且中间混合腔室的右侧设置有后腔混合室,所述第二主流道设置在后腔混合室的右侧,且第二主流道的右侧设置有第二前腔混合室,所述第二前腔混合室的右侧设置有第二分流道路,且第二分流道路的右侧设置有第二中间混合腔室。推荐的,所述主流道的内部尺寸小于等于两倍分流道路的内部尺寸,且分流道路关于主流道的中心轴对称布置有两组。推荐的,所述中间混合腔室关于后腔混合室的中心轴对称布置有两组,且后腔混合室与前腔混合室之间为对称布置。推荐的,所述第二主流道的形状和尺寸与主流道的形状和尺寸均相吻合,且第二主流道与主流道之间为对称设置。推荐的,所述第二分流道路为倾斜式结构设置,且第二分流道路与分流道路的数量相吻合。推荐的,所述第二中间混合腔室的右侧设置有第二后腔混合室,且第二后腔混合室的形状和尺寸与后腔混合室的形状和尺寸相吻合。“创阔科技”研究混合流体从前一个单元的后腔混合室流到主流道时,由于截面积缩小,流体被挤压,得到一次加强混合作用;2.通过中间混合腔室的设置,在中间混合腔室内,因为截面积扩大,产生伯努利效应,流体流速减慢并形成环流,得到又一次加强混合的作用;3.通过后腔混合室的设置。紧凑型微结构换热器创阔科技。虹口区多层板微通道换热器
微通道换热器
创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大。朝阳区铝合金微通道换热器创阔能源科技致力于加工设计微通道换热器。
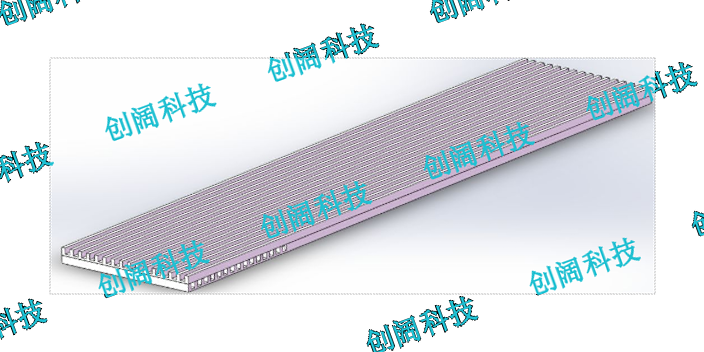
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不*可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。氢气加热器,冷却器设计加工,创阔科技。
创阔能源科技流量对于换热效率的影响在低介质流量时,金属换热器的换热效率随介质流量的变化存在一个最大值,亦即对于确定结构的换热器而言,存在一个比较好的操作流量值。并且,在相同的流量偏差下,系统效率在亚负荷操作时,效率降低幅度要比在超负荷操作时大得,因此,在一定范围内,金属微通道换热器可超负荷运行,不宜在亚负荷状态下操作,这点与常规尺度换热器系统有明显的区别。在高介质流量时,器壁轴向导热对换热效率的影响逐渐减弱。随介质流量的增加,换热效率逐渐减小。高效微通道反应器加工联系创阔金属科技。南京微通道换热器加工
集成式微通道换热器,高效紧凑型换热器请联系创阔能源科技。虹口区多层板微通道换热器
真空扩散焊接工艺目前应用于航空航天产品的焊接生产以及自动化工装夹具的焊接生产等等。材料的扩散焊是以“物理纯”表面的主要特性之一为根据,真空扩散焊是在温度和压力下将各种待焊物质的焊接表面相互接触,通过微观塑性变形或通过焊接面产生微量液相而扩大待焊表面的物理接触,使之距离离达(1~5)x10-8cm以内(这样原子间的引力起作用,才可能形成金属键),再经较长时间的原子相互间的不断扩散,相互渗透,来实现冶金结合的一种焊接方法。该种表面由于开裂的原子键而具有“结合”能力。采用真空和其他净化表面的方法之后,就有可能利用上述原子结合力,来连接两个和两个以上的表面,随后表面上产生的扩散过程提高了这一连接的强度。通俗一点来讲就是达到的你中有我,我中有你的程度!根据焊接过程中是否出现液相,又将扩散焊分为固态扩散焊和瞬间液相扩散焊。用这种焊接方法,可以连接具有不同硬度、强度、相互润湿的各种材料,包括异种金属、陶瓷、金属陶瓷,这些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、铜、钛、玻璃和可伐合金;黄金和青铜;铂和钛;银和不锈讽钢;铌和陶瓷、钥;钢和铸铁、铝、钨、钛、金屑陶瓷、锡;铜和铝、钛。虹口区多层板微通道换热器