商机详情 -
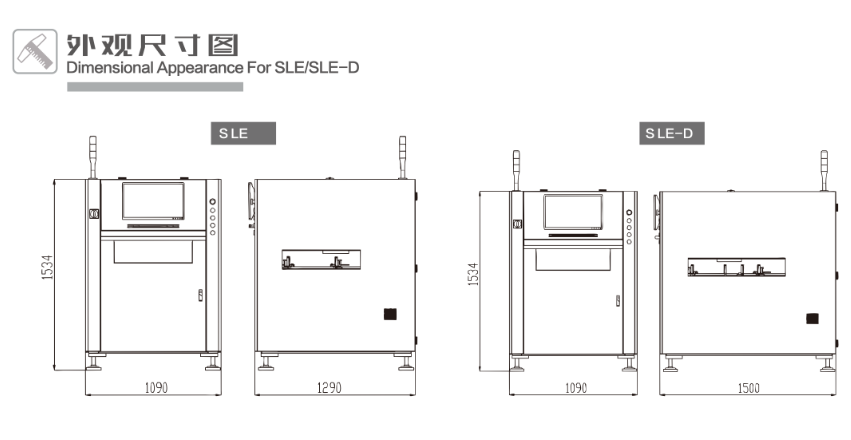
惠州自动化SPI检测设备
解决相移误差的新技术PMP技术中另一个主要的基础条件就是对于相移误差的控制。相移法通过对投影光栅相位场进行移相来增加若干常量相位而得到多幅光栅图来求解相位场。由于多幅相移图比单幅相移图提供了更多的信息,所以可以得到更高精度的结果。传统的方式都依靠机械移动来实现相移。为达到精确的相移,都使用了比较高精度的马达,如通过陶瓷压电马达(PZT),线性马达加光栅尺等方式。并通过大量的算法来减少相移的误差。可编程结构光栅因为其正弦光栅是通过软件编程实现的,所以其在相移时也是通过软件来实现,通过此种技术可以使相移误差趋向于“0”,提高了量测精度。并且此技术不需要机械部件,减少了设备的故障几率,降低机械成本与维修成本。检测误判的定义及存在原困误判,欢迎了解详细情况。惠州自动化SPI检测设备
PCBA工艺常见检测设备ATE检测:AutomaticTestEquipment集成电路(IC)自动测试机,用于检测集成电路功能之完整性,为集成电路生产制造之终流程,以确保集成电路生产制造之品质。在所有的电子元器件(Device)的制造工艺里面,存在着去伪存真的需要,这种需要实际上是一个试验的过程。为了实现这种过程,就需要各种试验设备,这类设备就是所谓的ATE(AutomaticTestEquipment)。这里所说的电子元器件DUT(DeviceUnderTest),当然包括IC类别,此外,还包括分立的元件,器件。ATE存在于前道工序(FrontEnd)和后道工序(BackEnd)的各个环节,具体的取决于工艺(Process)设计的要求。在元器件的工艺流程中,根据工艺的需要,存在着各种需要测试的环节。目的是为了筛选残次品,防止进入下一道的工序,减少下一道工序中的冗余的制造费用。这些环节需要通过各种物理参数来把握,这些参数可以是现实物理世界中的光,电,波,力学等各种参量,但是,目前大多数常见的是电子信号的居多。ATE设计工程师们要考虑的较多的,还是电子部分的参数比如,时间,相位,电压电流,等等基本的物理参数。就是电子学所说的,信号处理。江门高速SPI检测设备设备设备支持多种主从模式,灵活配置通信。

对于PCB行业而言,从工艺、成本和客户需求几个角度来看对于SPI设备的需求都呈现上升趋势:1、从技术工艺的角度看,PCB微型化导致人工目检无法满足要求,利用机器检测是大趋势;2、从生产成本的角度看,产品ASP不断下降而人工成本却不断上升,优化生产流程对成本进行精细化控制是厂商在激烈竞争中生存的法门,引进自动化检测设备是必要的选择;3、从客户需求的角度看,各种终端产品的复杂度不断提升,对稳定性要求也越来越高,SPI可以有效检测翘脚、虚焊等缺陷,增强产品可靠性,引入SPI设备是厂商争取客户订单的重要砝码。
SPI锡膏检查机的检测原理锡膏检查机增加了锡膏测厚的雷射装置,所以SPI可能遇到的问题与AOI类似,就是要先取一片拼板目检,没有问题后让机器拍照当成标准样品,后面的板子就依照首片板子的影像及资料来作判断,由于这样会有很多的误判率,所以需要不断的修改其参数,直到误判率降低到一定范围,因此并不是把SPI机器买回来就可以马上使用,还需要有工程师维护。SPI锡膏检测仪只能做表面的影像检查,如果有被物体覆盖住的区域设备是无法检查到的。设备的封装形式多样,便于集成到不同系统。
两种技术类别的3D-SPI(3D锡膏检测机)性能比较:目前,主流的3D-SPI(3D锡膏检测机)设备主要使用两类技术:基于结构光相位调制轮廓测量技术(PMP)与基于激光测量技术(Laser)。相位调制轮廓测量技术(简称PMP),是一种基于结构光栅正弦运动投影,离散相移获取多幅被照射物光场图像,再根据多步相移法计算出相位分布,利用三角测量等方法得到高精度的物体外形轮廓和体积测量结果。PMP-3D-SPI可使用400万像素或者的高速工业相机,实现大FOV范围内的锡膏三维测量以及锡膏高度方向上0.36um的解析度,在保证高速测量的同时,大幅度的提高测量精度。此外,PMP-3D-SPI可在视觉部分安装多个投影头,有效克服了锡膏3D测量的阴影效应。激光测量技术,采用传统的激光光源投影出线状光源,使相PSD或工业相机获取图像。激光3D-SPI使用飞行拍摄模式,在激光投影匀速移动的过程中一次性获取锡膏的3D与2D信息。激光3D-SPI具有很快的检测速度,但是不能在保证高精度的同时实现高速;激光光源响应好,不易受外界光照影响,此外,因为激光技术为传统的模拟技术,激光3D-SPI的高分辨率为1um或2um。在目前的SMT设备市场中,使用激光测量类的厂商较多,更为先进的PMP-3D测量只有少数高级SPI在使用AOI在SMT贴片加工中的使用优点有哪些呢?珠海直销SPI检测设备设备价钱
D结构光(PMP)锡膏检测设备(SPI)及其DLP投影光机和相机一、SPI的分类。惠州自动化SPI检测设备
AOI在SMT各工序的应用在SMT中,AOI主要应用于焊膏印刷检测、元件检验、焊后组件检测。在进行不同环节的检测时,其侧重也有所不同。1.印刷缺陷有很多种,大体上可以分为焊盘上焊膏不足、焊膏过多;大焊盘中间部分焊膏刮擦、小焊盘边缘部分焊膏拉尖;印刷偏移、桥连及沾污等。形成这些缺陷的原因包括焊膏流变性不良、模板厚度和孔壁加工不当、印刷机参数设定不合理、精度不高、刮刀材质和硬度选择不当、PCB加工不良等。通过AOI可以有效监控焊膏印刷质量,并对缺陷数量和种类进行分析,从而改善印刷制程。2.元件贴装环节对设备精度要求很高,常出现的缺陷有漏贴、贴错、偏移歪斜、极性相反等。AOI检测可以检查出上述缺陷,同时还可以在此检查连接密间距和BGA元件的焊盘上的焊膏。3.在回流焊后端检测中,AOI可以检查元件的缺失、偏移和歪斜情况,以及所有极性方面的缺陷,还能对焊点的正确性以及焊膏不足、焊接短路和翘脚等缺陷进行检测。惠州自动化SPI检测设备