商机详情 -
自动化雅马哈直线电机产品手册
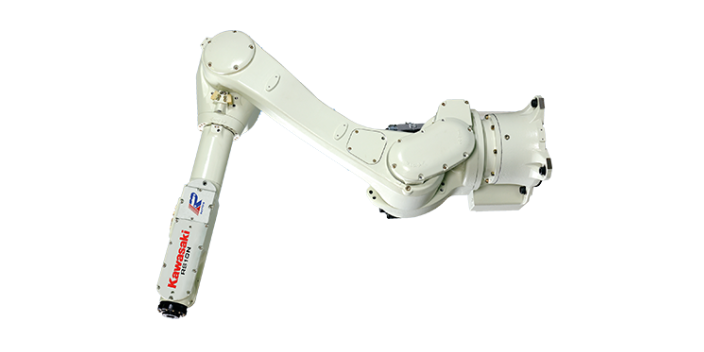
安装设置时间缩短80%!打破以往的常识,短时间完成安装设置!展会之后,为了更为详细地咨询,U先生联系了雅马哈发动机公司的销售人员。销售人员介绍,雅马哈的“iVY2”在校准、登录工件等方面具有优越的操作性,即使是经验不足的人也可以简单而高精度地构建视觉系统。还介绍了与使用一般通用的视觉系统相比,安装设置时间被缩短80%的事例。U先生表示非常吃惊。U先生凭直觉感到“若采用它,一定可以大幅度缩短安装设置时间”,于是立即做出了采用的决定。U先生回顾说“具体立项不用说,引进之前进行了工件评测,按照实际用途进行机器人技术培训等等,厂商的支持内容丰富,让我们感到非常放心。安装设置真的很简单,完全打破了我以前的常识。大幅度缩短了设备的生产启动时间,非常满意。再说,万一发生了原因不明的故障,只要与雅马哈联系就可以解决。这也给了我大的安全感。”(U先生)E公司,通过此次替换生产设备实现了效率化,进而有效地提升了业绩。YAMAHA雅马哈机器人可以执行各种任务,包括语音助手、家庭娱乐和教育辅助等。自动化雅马哈直线电机产品手册
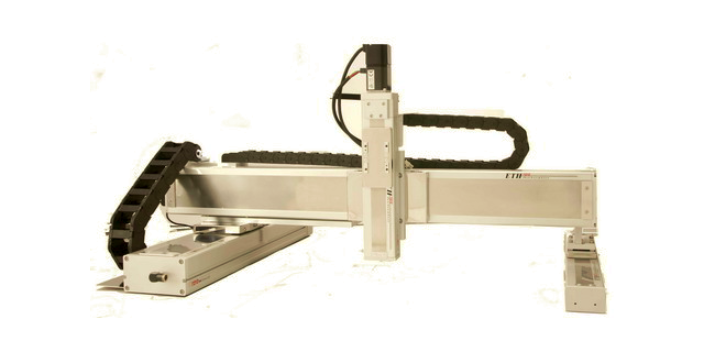
以前也曾经为了提高产量而进行了以缩短作业时间、提高设备运行率为目的的各种改善活动。改善后也取得了一定的成果,但由于作业时间紧迫,搬运错误等暂时停机并没有减少,很难像想象的那样提高设备运行率,让人左右为难。就在这时,我们在展会上了解到了雅马哈的LCMR200,心里想:“这个的话应该能提高产量吧?”于是就开始探讨。我们估算了一下引进后的预期效果,发现有望获得足够的投资效果,所以就决定制作使用了LCMR200的生产线。投产运行后不但缩短了搬运时间,还减少了工序间的在制品,取得了预期的效果。此外,由于搬运时间充分缩短,没有必要再去强行追赶气缸或机器人的速度。其结果,因为搬运错误而造成的暂时停机也减少,还成了公司内评价非常高的生产线。由于LCMR200的引进,我们的生产线运行率得到大幅改善,产量的增加超出了预期。作为项目负责人,我切身感受到了引进LCMR200的好处。YAMAHA两轴机器人供应雅马哈机器人的“企业理念”由3大理念和指针所组成。
提高生产效率为优先条件。但,无法在生产启动上耗费太多的时间……为追求进一步提高生产率,E公司着手进行全公司业务改善。提高产量也就成了生产部门的首要课题。围绕这一课题,生产部门开始考虑生产设备的替换问题。其中,作为提高生产率的有效手段之一,考虑了是否采用机器人视觉系统。但,对机器人视觉系统,负责控制的人员却表示担心。“以前,在构建视觉系统时,出乎意料地耗费了很多时间。结果延迟了生产线开始运转的时间,尝过苦头。不想再经历一次了”负责人U先生回顾道。
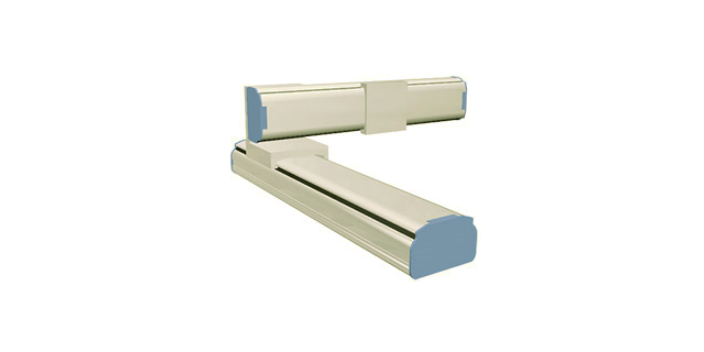
确认焊接烟尘量,运***压系统查验滴出量为1滴/10~20秒;·查验气体三点模块的剩余油是不是在要求液位内;·查验连接头,塑料软管等是不是泄露,有常见故障时,扭紧连接头,或是拆换构件。1.4.2标准气压部件的状况·确认供货工作压力处在10kpa;·确认漏点检测器的色调是不是为深蓝色。漏点检测器的色调产生变化时,应弄清原因并采用防范措施,与此同时拆换空气干燥器。2.开机后确认2.1外部设备查验:确认操作面板及外界系统软件应急终止、安全防护网、防护门等安全性数据信号是不是校准一切正常。2.2示教器页面中查询报警信息内容方式:如不可以进到机器人系统软件或机器人产生无法自行处理的重特大常见故障报警时请联系发那科机器人服务电话,我司会给与充足的服务支持。YAMAHA雅马哈直线电机采用了先进的磁力设计和控制技术,能够提供稳定的直线运动。
TS-SHTRANSERVO机器人定位控制器可控制的机器人:TRANSERVO支持CE标记:○支持现场网络:CC-Link、DeviceNet、EtherNet/IP、PROFINET运行方式:坐标跟踪/远程命令输入电源:控制电源DC24V±10%马达电源DC24V±10%位置监测:原点复归/增量式原点复归
TS-SD脉冲列指令输入的机器人驱动器可控制的机器人:TRANSERVO支持 CE 标记:○支持现场网络:-运行方法:脉冲列点位个数:255点输入电源:主电源 DC24V±10% 控制电源 DC24V±10%原点复归的方式:增量式 YAMAHA雅马哈机械手具有灵活的机械结构和多轴控制,可以适应不同的工作环境和任务需求。YAMAHA雅马哈组合机器人价格
YAMAHA雅马哈机械手多应用于汽车制造、电子设备组装和食品加工等领域。自动化雅马哈直线电机产品手册
究竟有没有办法既可以保持涂胶精度,又可以简单地提高生产速度呢?E公司为强化生产力,全公司致力于改进生产系统。为此,决定各部门、工序都必须提交报告。涂胶工序着手寻求既不降低涂胶精度又可以提高生产速度的方法。课题定在保持质量的同时调整速度。在曲线部等复杂形状部要保持轨迹精度,必须降低驱动侧的速度。相反,在直线部等单一形状部要缩短生产节拍则必须提高驱动侧的速度。为保持涂胶量不变,必须根据驱动侧的速度调整点胶侧。若点胶侧的调整失败,密封胶将形成堆积等使涂胶量不稳定,结果导致产品全部报废。因此,一直未能提升涂胶的速度。驱动侧与点胶侧的微调全靠经验丰富的操作员技能……。“更糟的是微调全靠人手”工厂管理人员S先生这样说道。为了能稳定质量,必须对驱动侧与点胶侧双方进行微调。但,该作业不*费时,关键是没有任何经验的操作员无法胜任。“公司内能够担任微调作业的人非常有限,万一发生紧急情况,生产线就得停产……总是提心吊胆的。”(S先生)自动化雅马哈直线电机产品手册