商机详情 -
上海水冷板散热鳍片
一年后散热效率占初始散热效率比依次为90%、%、%、%、90%、%,说明采用50微米的涂层厚度有利于保持鳍片的散热效率,并且远远比其他厚度的效果好得多,并且,涂层厚度与散热效率保护之间不存在通常人们认为的厚度越大效果越好的规律,这一点是难以预料的;实施例15~22中,实施例19、20散热效率下降少,一年后散热效率占初始散热效率比依次为%、%、、%、%、%、%、%、%,可以看出,采用实施例5、6的制备方法及加料顺序制备的防腐蚀涂料,对led散热鳍片的散热效率的保持效果远高于其他制备方法及加料顺序。(3)经户外使用一年后检测,实施例9~22积垢速率均不高于·mon,数据规律与上述散热效率保持效果的数据规律相同。(4)导热系数(w/m﹒℃):实施例9~22导热系数较制备例3下降均少于%。(5)对于200wled灯检测结点温度下降10~15℃。其余性能检测数据见下表:显然,本领域的技术人员可以对本发明进行各种改动而不脱离本发明的精神和范围。这样,倘若本发明的这些修改属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动在内。自动化散热鳍片供应商家哪家好,诚心推荐常州三千科技有限公司。上海水冷板散热鳍片
所述显示装置设置于所述第二安装槽内;所述散热装包括设置于所述第二安装槽的若干个导热管本体以及其延伸至所述安装槽的延长部,所述显示装置与所述导热管本体连接,所述导热管本体内装填有工质,所述导热管本体的底部和延长部在靠近所述壳体背面的一侧均设置有散热器,另一侧设置有若干个散热风扇,其中,位于所述延长部的多个所述散热风扇均与所述散热孔对应设置。在本实用新型中,导热管内的工质可以吸收来自显示装置在工作过程中产生的热量以及户外太阳光辐射传至本实用新型中的热量,利用工质的吸放热相变特性,可快速地将热量传导到延长部处的散热器,散热器在散热风扇的风力作用下将热量排出散热孔外,实现了高效散热的效果,其中,位于延长部的散热风扇为外风机,用于将热量排出设备外,而位于导热管本体底部的散热风扇为内风机,用于设备内部的风力循环,它们均为调速风机,可以根据机箱内空气的温度进行温控调速控制,在满足散热同时实现节能降噪。作为本实用新型所述的显示设备的热管散热结构的一种改进,所述散热器具有散热片,多个所述散热片均布于所述散热器的表面。增设散热片,可以增大散热器的散热面积,提高散热的效率。江苏凹凸单板散热鳍片工程自动化散热鳍片不二之选哪家好,诚心推荐常州三千科技有限公司。
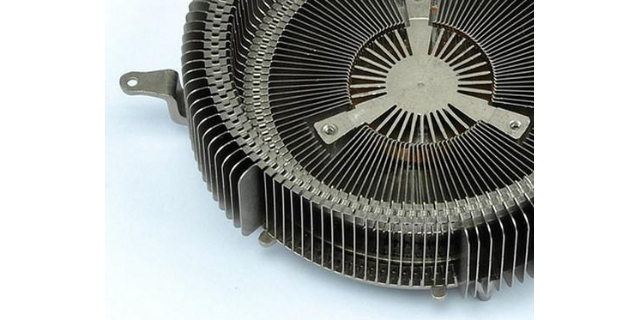
就形成了虹吸效应。虹吸效应可以不断地引导外部的热空气从进气口5进入鳍片3内,并由鳍片3的上端快速涌出,这样就形成了散热片表面的气流循环,能够使热空气快速导出,从而增加了散热效率。现有技术的立方体板状结构的鳍片不具有引流功能,故热空气完全靠自身的动力上升,其上升的速率和高度都比不上具有虹吸作用的本新型,如图1所示,散热片的热空气上升,带来底部的冷空气弥补,从而使散热片和外环境能够更好地进行热交换。实施例3:在实施例2的基础上,本实施例做出了进一步的改进,具体为:如图4所示,所述的鳍片3底端的底板1的厚度小于鳍片3外周的底板1的厚度;所述的鳍片3由金属材料构成,在鳍片3的表面涂有纳米碳材料层;所述的鳍片3由铝合金材料制成。如图4所示,薄片区8为鳍片3底端所在的底板,此处的底板1的厚度小于外周的底板1的厚度,这样就导致了薄片区8的热传导更快,使鳍片3内部的热气流上升的速度更快,由于鳍片3内部相对于外部产生更大的负压,则虹吸效应也得到加强,有利于进一步提高散热效率。
所述防絮凝剂质量为钛粉质量的~%wt,防析出剂质量为钛粉质量的~%wt,防沉淀剂质量为钛粉质量的~4%wt。上述钛纳米聚合物胶体的制备方法中,所述卧式球磨机胶体化处理具体如下:首先,所述混合物由送料机经入料中空轴螺旋均匀地进入球磨机仓,在仓中进行重击处理;然后,经过重击处理的混合物进入第二仓,在第二仓中进行细研磨;后,细研磨后的物料通过所述卧式球磨机的筛栏板排出后,经过振动筛粉机,形成所述钛纳米聚合物胶体;其中,重击处理的重击力度可根据下述公式得到:在公式(1)中,rcfi为所述仓中第i个球介受到的离心力,mi为所述仓中第i个球介的质量,r为所述空轴螺旋的旋转半径,n为所述空轴螺旋的转速,g为重力加速度;在公式(2)中,e为重击力,rcfi为所述仓中第i个球介受到的离心力,mi为所述仓中第i个球介的质量,hi为所述第i个球介离心后距离仓底的大高度,n为仓中球介的数量。所述卧式球磨机的型号为:ф900×1800所述研磨时间为~,研磨后自然冷却到室温,之后过滤,得到细度为50~75nm以下的钛纳米初聚物。所述胶体化处理时间为2~4h。推荐地。直销散热鳍片供应商家哪家好,诚心推荐常州三千科技有限公司。

翅片部20具有散热作用。工作时,空腔101内的液态相变工质吸收热源的热量后汽化,气态相变工质迅速膨胀进而充满整个所述封闭腔体内,当第二空腔201内的气态相变工质于翅片部20处散热后,气态相变工质液化,随后液态相变工质再次导引回流至空腔101内。另外,空腔101与第二空腔201内具有流体通道(图未标出),空腔101内的液态相变工质吸收热源的热量汽化后,气态相变工质能够沿流体通道迅速膨胀进而充满整个所述封闭空腔。具体地,空腔101内及第二空腔201内均设置有多个孤立部103,空腔101内的多个孤立部103将空腔101分隔形成大量相互连通的所述流体通道,第二空腔201内的多个孤立部103将第二空腔201分隔形成大量相互连通的所述流体通道。具体地,孤立部103为设于空腔101与第二空腔201内的点状结构或块状结构,孤立部103由空腔101与第二空腔201相应的侧壁贴合形成。另外,流体通道的宽度为2-10mm,以保证气态相变工质能够沿流体通道迅速流动,同时,也能够使得第二空腔201内的液态相变工质沿流体通道流入空腔101内。作为推荐地,本实施方式中的流体通道的宽度为4mm。可以理解地,在其他未示出的实施方式中,空腔101内的孤立部103或者第二空腔201内的孤立部103还可以省略,此时。多功能散热鳍片厂家现货哪家好,诚心推荐常州三千科技有限公司。湖州轨道交通散热鳍片
多功能散热鳍片质量保障哪家好,诚心推荐常州三千科技有限公司。上海水冷板散热鳍片
各铆合凸部12填满对应的铆合孔;,根据需要,可将预断片112沿预断线101折断去除,也可以不进行折断去除,而如果预断片112折断去除后,还可以利用滚压装置对各基片111进行滚压,使得各基片111与对应的定位孔21铆合固定,滚压后,各基片111填满对应的定位孔21,实现更加稳固的结合安装。请参照图10和图11所示,其显示出了本发明之第二较佳实施例的具体结构,本实施例的具体结构与前述较佳实施例的具体结构基本相同,其所不同的是:在本实施例中,所述定位板20与一薄型盖板40一体成型连接,该薄型盖板40覆盖于多个薄型散热鳍片10的上方,薄型盖板40上开设有多个铆合孔41,每一薄型散热鳍片10的铆合凸部12穿过对应的铆合孔41向上延伸并与对应的铆合孔41铆合固定。本实施例的工作原理与前述较佳实施例的工作原理相同,在此对本实施例中的工作原理不做详细叙述。本发明的设计重点在于:通过设置有定位板,利用定位凸部穿过定位孔向上延伸并与定位孔配合定位,以便于在安装薄型盖板的时候,使各铆合凸部与各铆合孔之间实现快速对位安装,省时省力,并且在铆合过程中,定位板可有效避免薄型散热鳍片左右偏摆,铆合凸部不易脱出铆合孔,从而可提高铆合安装的质量。上海水冷板散热鳍片