商机详情 -
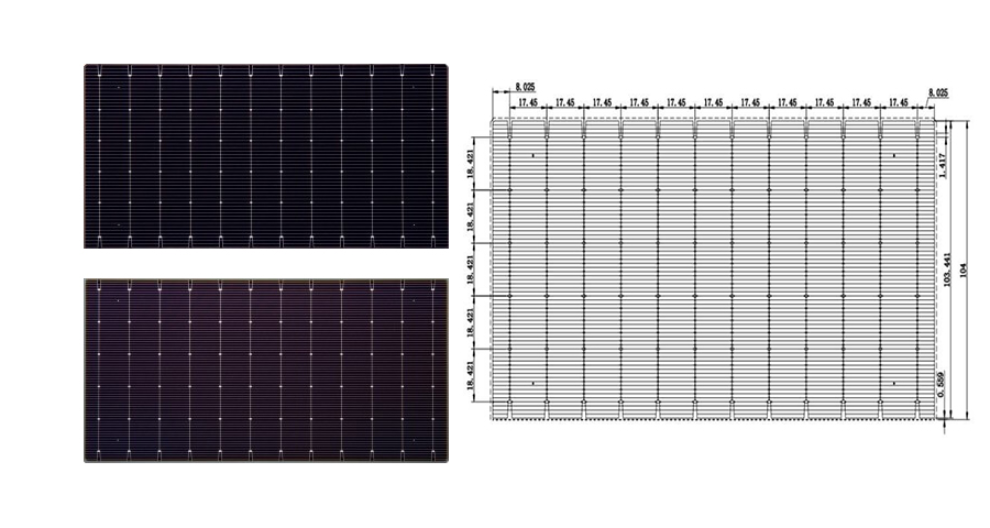
陕西密栅小片串焊机图片
小片红外串焊机的修正台手动操作功能介绍。“X修正气缸”按键驱动修正对位平台中X方向的气缸电磁阀,驱动该气缸往X方向靠近及远离动作,从而达到电池片到达X方向的基准位置。为接下来的Y方向做准备。“Y修正气缸”按键驱动修正对位平台中Y方向的气缸电磁阀,驱动该气缸往Y方向靠近及远离动作,从而达到电池片到达Y方向的基准位置。达到双向位置。修正台是个整体移动的机构,承接从料盒经过取片机械手到修正台上的电池片,并在修正好后提供取放电池片到焊台的机械手来取的料。“修正台气缸输出”按键是切换“修正台气缸关闭”,驱动修正对位平台前后运动的那个气缸的电磁阀开关(向前就是修正台向远离料盒方向即与焊台同基准的方向,向后就是向料盒方向)。小片红外串焊机取放电池片到焊台的机械手手动功能介绍。放片Y轴寸动的速度可以选择手动速度,其它的位置运动过程是用的自动速度。“放片Y轴取料位”按键是驱动取放电池片到焊台的机械手直接到达取料位,该位置放片气缸可以驱动吸盘下去把修正好的电池片吸住再上来。“放片Y轴放料位”按键是驱动取放电池片到焊台的机械手直接到达放料位,该位置放片气缸可以驱动吸吸盘下去把修正好的电池片卸放到焊台上再上来。小片红外串焊机,适用于各种小片材料焊接。陕西密栅小片串焊机图片
小片红外串焊机
小片红外串焊机的拉带轴,是拉带机构中翻转U轴所装在能前后移动的那个机构。它拥有八个位置,包括等待位、取带位、放带位、放尾带位、拉带位、拉尾带位、拉带长度后撤位和卸带位。这个拉带轴的操作非常简单,只需通过左侧的按钮和数据输入框进行手动驱动。向左双箭头按键是顺着复位时马达向前即靠焊台方向的寸动,向右双箭头按键是马达向后即远离焊台方向的寸动,即复位时马达向前的反方向。数据输入框可以配合参数设置,输入不同的数据可以驱动马达到达相应的位置。这款小片红外串焊机的拉带轴,功能强大,操作简单,是你理想的选择。内蒙古小片串焊机排名小片红外串焊机,操作简单,易上手。

在追求效高、准确的制造业时代,小片红外串焊机成为了电池片加工的关键设备。其电池片传送上下机构的主要是凸轮电机,通过驱动出料杆的上下运动,实现电池片的稳定传送。凸轮轴根据位置分为上位、前平位、后平位和传送位。上位是吸住电池片向出料方向移动的位置;前平位是传送杆与焊台真空切换的位置;后平位是卸放电池片,焊台吸住电池片,准备向下移动的位置;传送位则是传送杆后平位向下到达此位置之后,可随意向出料反方向移动的位置。数据输入框与手动驱动按钮相配合,使得操作更加便捷。向上双箭头按键是顺着复位时马达向上方向的寸动,向下双箭头按键则是马达向下方向的寸动。通过输入不同数据,马达到达相应位置,实现准确操控。凸轮电机驱动马达旋转直接到达所需位置,如凸轮轴上位按键可直接驱动马达到达上位,便于吸住电池片向出料方向移动;凸轮轴前平位按键可直接驱动马达到达前平位,便于传送杆与焊台真空切换;凸轮轴后平位按键可直接驱动马达到达后平位,便于卸放电池片,焊台吸住电池片,准备向下移动;凸轮轴传送位按键可直接驱动马达到达传送位,便于传送杆在后平位向下到达此位置后,可随意向出料反方向移动。
太阳能电池片串焊装置还包括悬置于焊台上方用于对焊台上的太阳能电池片和焊带实施红外加热焊的红外线灯箱,红外灯箱包括底端敞口形成红外线出射窗口的箱体、若干条组装于所述箱体内靠底部处的红外线灯以及组装于箱体顶端并朝向红外线灯吹风的吹风模块,两块所述固定板分别固定于箱体的相对两端,限位件设于箱体的敞口内且以两端分别固定在箱体的底缘上,各条丝线横设于红外线灯箱的敞口下侧。就是焊电池片是用的光源,是一种能量焊,光源模块化,面光源温度越均匀效果越好。红外焊接,小片串焊机实现快速准确熔接。
在使用小片红外串焊机时,需要满足以下三个要求。首先,需要满足电源要求。小片红外串焊机需要使用3相/50~60Hz/380V/60A的电源,电源线截面积不小于6mm²。为了方便用户使用,小片红外串焊机配备了380V/60A的空气开关的接线盒。用户只需将电源线插入接线盒即可使用。其次,需要满足气源要求。小片红外串焊机需要使用洁净、干燥的压缩空气,气压为3∽5kgf/cm2,约为3∽5bar。为了满足用户的需求,小片红外串焊机配备了压缩空气的快接头,用户只需将气管与快接头连接即可使用。而后,需要满足焊带圈要求。总之,小片红外串焊机是一种良好的焊接设备,具有多种优点和大范围的应用领域。通过在第三方平台推广其多种优点和提供专业的技术支持和售后服务,我们可以帮助更多的人了解和使用小片红外串焊机,从而实现互利共赢的目标。红外技术加持,小片串焊机操作更便捷。陕西密栅小片串焊机图片
小片红外串焊机有哪些操作要求?陕西密栅小片串焊机图片
小片红外串焊机的首三个调机联动动作,让您生产效率高小片红外串焊机作为一款先进的设备,在电池片生产过程中具有重要作用。,我们着重介绍该设备的三个关键联动动作,帮助您实现效率高的生产。首先,按下“拉直部分联动”按键,设备将自动完成一系列动作。拉直气缸将压紧焊带,同时拉直长度气缸将动作,将焊带靠模具一端往后拉长,实现焊带拉直的目的。这一系列动作连贯流畅,提高生产效率。其次,按下“上料部分联动”按键,设备将自动完成取片动作。X轴从初始位置到达取料位置,Z轴从初始位置往下运动直至到达吸嘴接触到电池片后回退时检测信号有变化的位置。此时吸住电池片,Z轴从该位置返回到达初始位置,X轴从该取料位置到达修正台的那个上料位置,Z轴从初始位置到达取料位置,自动关闭取片真空。随后,Z轴从取料位置返回到达初始位置,X轴从修正台的那个上料位置到达初始位置。这一系列动作准确无误,确保生产顺利进行。按下“拉带联动”按键,设备将自动完成一系列动作。翻转U轴取带位、拉带气缸打开、拉带轴等待位,拉带轴取带位,拉带气缸闭合夹紧焊带,拉带轴拉带位,压紧气缸压紧焊带,下切刀上升上切刀下降,下切刀上升或上切刀下降。这一系列动作一气呵成。陕西密栅小片串焊机图片