商机详情 -
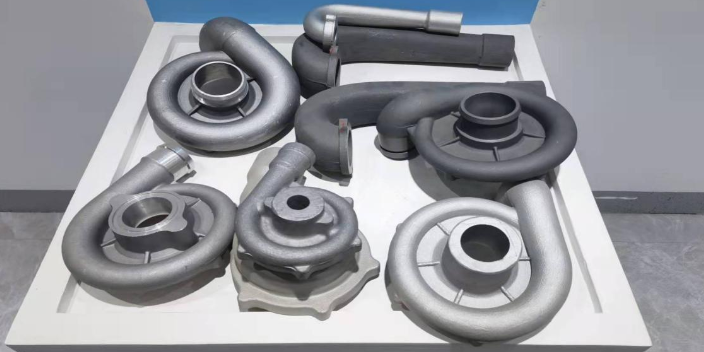
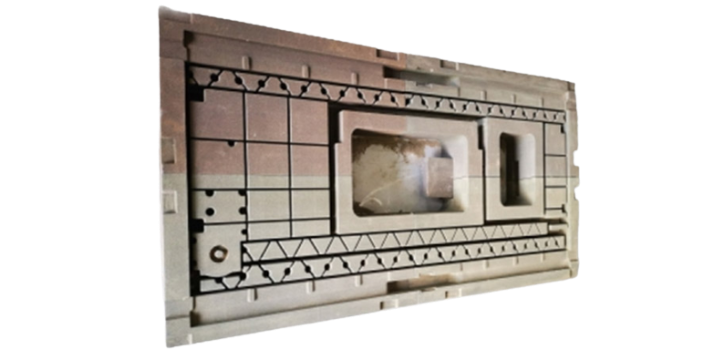
浙江砂型3D打印快速出样
包括支撑板架,所述支撑板架的底部贯穿有吸盘槽,所述支撑板架通过吸盘槽固定设置有吸盘,所述支撑板架的顶部贯穿有卡槽,所述支撑板架通过卡槽活动连接有卡扣,所述卡扣的顶部固定连接有支撑柱,所述支撑柱的内侧固定连接有耗材放料架,所述耗材放料架的一侧贯穿有耗材出料口,所述支撑板架的一侧贯穿有安装口,所述支撑板架通过安装口的活动连接有主心轴。所述主心轴的两端活动连接有固定螺母,所述主心轴的外侧固定连接有轴承,所述轴承的外侧活动连接有耗材放料轴。进一步的,所述吸盘设置有四个,四个所述吸盘分别位于支撑板架底部的吸盘槽内,所述吸盘通过吸盘槽与支撑板架固定连接。进一步的,所述支撑板架包括支撑板架底部的吸盘槽和吸盘槽内侧的吸盘以及与支撑板架相连的安装口,所述安装口贯穿于支撑板架的一侧。进一步的,所述支撑柱垂直竖立在支撑板架的顶部,所述支撑柱通过卡扣和卡槽与支撑板架活动连接。进一步的,所述主心轴的直径与安装口的内径相适配,所述安装口与主心轴活动连接。进一步的,所述耗材放料轴的外形呈“圆柱”形,所述耗材放料轴的内部镂空,所述耗材放料轴通过轴承与主心轴活动连接。(三)有益效果本实用新型提供了一种3d打印材料架。3D打印,就选无锡协铸智能制造,让您满意,欢迎新老客户来电!浙江砂型3D打印快速出样
3D打印肝脏模型日本筑波大学和大日本印刷公司组成的科研团队2015年7月8日宣布,研发出用3D打印机低价制作可以看清血管等内部结构的肝脏立体模型的方法。据称,该方法如果投入应用就可以为每位患者制作模型,有助于术前确认手术顺序以及向患者说明治疗方法。这种模型是根据CT等医疗检查获得患者数据用3D打印机制作的。模型按照表面外侧线条呈现肝脏整体形状,详细地再现其内部的血管和病变部位。由于肝脏模型内部基本是空洞,重要血管等的位置一目了然。据称,制作模型需要少量价格不菲的树脂材料,使原本约30万至40万日元(约合人民币1.5万至2万元)的制作费降到原先的三分之一以下。安徽氢能源电池无油空压机3D打印铸件3D打印,就选无锡协铸智能制造,让您满意,欢迎您的来电!
通常刚研发或设计完成的产品均需要做手板,手板是验证产品可行性的第一步,是找出设计产品的缺陷、不足、弊端直接且有效的方式,从而对缺陷进行针对性的改善,直至不能从个别手板样品中找出不足。至此,通常还需要进行小批量的试产进而找出批量里的不足加以改善。设计完成的产品一般不能做到很完美,甚至无法使用,直接生产一旦有缺陷将全部报废,浪费人力和物力和时间;而手板一般情况是少数的样品,制作周期短,损耗人力物力少,很快地找出产品设计的不足进而改善,为产品定型量产提供充足的依据。随着社会市场竞争的日益激烈,工业设计产业的发展壮大,企业在重视工业设计的同时,也注重了产品模型的制作。产品的开发质量、实际效果都需要用手板模型进行验证。在这种情况下,手板模型行业逐渐从工业设计流程中脱离出来,成为一个相对duli的行业而蓬勃发展起来。据不完全估计,全国手板模型从业人员已达20万之多,主要分布在长三角、珠三角与环渤海产业发达地区,其中深圳有企业1000多家,上海有企业200多家。手板模型行业可以称之为未来的朝阳产业,行业的发展状态有其自身优势,首先社会需求量大,直接原因是企业对产品研发投入的增加。
3D打印技术,也被称为增材制造(AdditiveManufacturing,AM)技术,是一项起源于20世纪80年代集机械、计算机、数控和材料于一体的先进制造技术。该技术的基本原理是根据三维实体零件经切片处理获得的二维截面信息,以点、线或面作为基本单元进行逐层堆积制造,获得实体零件或原型。增材制造区别于传统的减材(如切削加工)和等材(如锻造)制造方法,可以实现传统方法无法或很难达到的复杂结构零件的制造,并大幅减少加工工序,缩短加工周期,因此得到了世界各地科研工作者的关注。无锡协铸智能制造的3D打印物美价优,有想法不要错过!

其实说到3D打印早已经不是一个陌生的词汇了,其实在20世纪90年代中期,3D打印技术就已经出现!什么是3D打印技术?实际上是利用光固化和纸层叠等技术的快速成型装置。它与普通打印工作原理基本相同,打印机内装有液体或粉末等“打印材料”,与电脑连接后,通过电脑控制把“打印材料”一层层叠加起来,终于把计算机上的蓝图变成实物。这打印技术称为3D立体打印技术!3D打印技术现在已经慢慢发展成熟并投入使用,并且在日渐应用于市场上!无锡协铸智能制造为您提供专业的3D打印,有想法可以来我司咨询!浙江砂型3D打印快速出样
3D打印,就选无锡协铸智能制造,用户的信赖之选,有想法的不要错过哦!浙江砂型3D打印快速出样
三维打印的设计过程是:先通过计算机建模软件建模,再将建成的三维模型“分区”成逐层的截面,即切片,从而指导打印机逐层打印。设计软件和打印机之间协作的标准文件格式是STL文件格式。一个STL文件使用三角面来近似模拟物体的表面。三角面越小其生成的表面分辨率越高。PLY是一种通过扫描产生的三维文件的扫描器,其生成的VRML或者WRL文件经常被用作全彩打印的输入文件。打印机通过读取文件中的横截面信息,用液体状、粉状或片状的材料将这些截面逐层地打印出来,再将各层截面以各种方式粘合起来从而制造出一个实体。这种技术的特点在于其几乎可以造出任何形状的物品。打印机打出的截面的厚度(即Z方向)以及平面方向即X-Y方向的分辨率是以dpi(像素/英寸)或者微米来计算的。一般的厚度为100微米,即,也有部分打印机如ObjetConnex系列还有三维SystemsProJet系列可以打印出16微米薄的一层。而平面方向则可以打印出跟激光打印机相近的分辨率。打印出来的“墨水滴”的直径通常为50到100个微米。用传统方法制造出一个模型通常需要数小时到数天,根据模型的尺寸以及复杂程度而定。而用三维打印的技术则可以将时间缩短为数个小时浙江砂型3D打印快速出样