商机详情 -
山东齿圈感应加热器品牌
轴承加热器有以下操作程序:1、将轭铁放置在主机的端面上。2、将插头插入有控制开关的电源插座上。3、检查接地线是否良好,通电后用测电笔测试。4、按动启动按钮,主机通电。5、检查轭铁对地应无电压。6、按动停止按钮主机断电,停止加热。7、根据不同规格的轴承或其它工件,选择不同的轭铁套上,将此轭铁放在主机的顶端面上,应吻合平整。8、加热时,应将传感器插入“传感插座”,并将传感器紧贴被加热工件。9、当轴承加热到所需的温度,将会自动关断电源或按一下停止开关。10、停止加热后,轭铁向左或向右移动,取下轴承后将轭铁再放回主机顶端。11、如果重复使用,不间断地加热轴承,只需要将所加工的轴承再套进轭铁,按一下启动按钮即可。感应加热器的加热速度快,级大提高了工作效率。山东齿圈感应加热器品牌
轴承加热方法:4、电灯泡加热法利用50W的电灯泡加热轴承,可保证加热温度在100℃左右,较小轴承可直接放在灯泡上,较大轴承可置于灯泡的锥形罩内,锥形罩可防灯泡热量散失,并使加热均匀。锥形罩上下可以调位,在一定的范围内能适应加热不同大小的轴承。如果采用远红外灯泡,注意灯泡方向应向下,以免红外射线不利于人的眼睛。这种灯泡可以节能。灯泡加热法适用于数量少而不经常需;要对轴承加热的场合,平时灯泡还可作照明用,此外不需要任何其他设备。5、油槽加热法这是应用较广的传统加热方法,油槽距底部50~70mm处设金属网,轴承置于网上,大轴承要用钩子吊起。轴承不宜直接放于槽底,以防接触槽底的轴承部位局部受热过高,或槽底沉淀的污物进入轴承。油槽加热法的注意要点如下,应使用无腐蚀性热安定性好的矿物油,比较好是变压器油,油和容器都应保持清洁。油槽的容量应与被加热轴承的大小和油量而定,如果容器太小,在连续操作时,一放入轴承油温就会很快下降,效果就不好。北京电磁感应加热器厂家感应加热器的加热速度快,减少了生产周期。

轴承加热器工作时,如滚针轴承当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承孔膨胀,安装省力省时,也避免施力过大对轴承造成损伤。一般将轴承加热至80度,比较高100度就够了,超过120度就会导致轴承发生回火现象,致使套圈的硬度和精度降低,影响轴承使用。工厂里一般采用油槽加热法,轴承比较好用钩子之类吊起,不要直接接触油槽底部,避免局部过热,一般的柴油或者液压油就可以,尽量保证油的清洁,温度达到后,及时安装,温度下降很快。情况不具备的时候,经验比较丰富的焊工,保证受热均匀和加热温度对焊工技术要求较高。有几种简易的检验温度的方法,目测轴承有轻微变色,但不能发蓝,发蓝的时候就已经回火,再就是把轴承提出,往上面吐唾沫,唾沫吱吱响,但不急速消失,温度基本合适。
操作轴承加热器过程的注意细节:3、在用于可移动加热器时,请将它固定于水平台面上进行工作。加热杆应正确放置于机器铁芯端面上,对装有旋转加热杆的加热器,摇臂应保持闭合。4、确保机器在正确的供应电压下运转。若所购买的加热器未配有电源插头,必须由专业人员进行操作。5、为防止过度的振动而产生噪音、对人和机器造成损伤,请务必检查加热杆是否放置稳定。当轴承/工件>23kg时,请用于起重设备。6、请将任何杂散的金属物或设备远离感应加热器半径50cm之外。当轴承加热器在加热过程中时:请勿将金属物加热杆和磁极;请保持至少与加热器1米的距离;运转时会产生极强的电流通过金属,因而不能用金属线缆支持轴承工件或让任何金属物悬挂在磁场中。感应加热器的温度控制精确,避免了过热或欠热的问题。

轴承安装方法加热配合通过加热轴承或轴承座,利用热膨胀将紧配合转变为送配合的安装方法。是一种常用和省力的安装方法。这种方法适用于过盈量较大的轴承安装,热装前把轴承加热器上均匀加热80—100℃,然后从轴承加热器上取下并快速安装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固。轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热紧方法,可以避免配合面收到擦伤。这个方法是通过轴承加热器设备进行的,轴承加热器是加热工具的一种,主要用于对轴承、齿轮、轴套、连接器等多种类型的金属件进行加热、通过加热使之膨胀、达到过盈装配的需要。感应加热器的温度控制精确,满足不同加热需求。北京GJ型轴承感应加热器批发
感应加热器的操作界面简洁明了,易于操作。山东齿圈感应加热器品牌
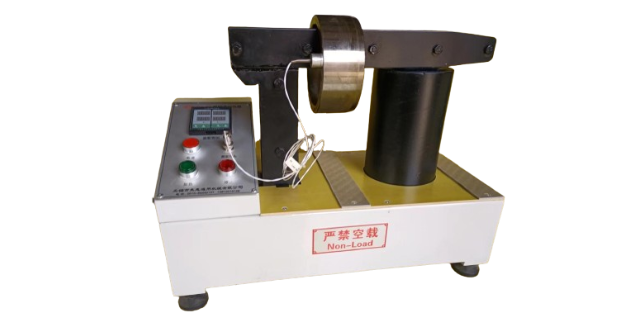
轴承加热器的安装调试1、短路加热:主机是一特殊结构的变压器,可移动的轭铁是用以直接穿套轴承或者其它被加热工件。工作时,接通主机电源,工件(相当于副边绕组)中感应产生短路电流而被加热。2、将轭铁放置到主机铁芯的端面上。3、检查插头与插座的接线是否一致,接地应良好,然后将插头插入有控制开关的电源插座上。4、将功能选择开关拨到手控位置,合上电源,这时红色指示灯亮。5、按起动按钮,主机通电,这时绿色指示灯亮红灯熄;按停止按钮,红灯亮绿灯熄。至此,调试结束,可投入使用。山东齿圈感应加热器品牌