商机详情 -
双刀钻头生产商
刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平。磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。台州市椒江建设工程机械厂为您供应钻头,欢迎您的来电咨询!双刀钻头生产商
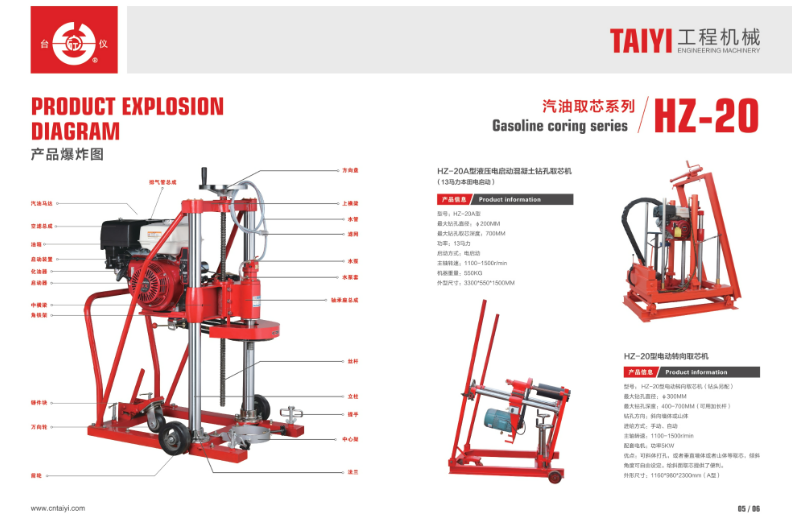
以牙轮钻头的结构为依据,可以将其分为水眼、轴承、巴掌、牙轮以及钻头体这五个部分。如果是密封喷射式的牙轮钻头,在一般情况下还包括储油补偿系统这一部分。螺纹一般会在牙轮钻头的上部,钻柱与螺纹进行相互连接,钻头下部会存在牙轮,其上带有三个巴掌,牙轮轴上装上牙轮,牙轮轴与各个牙轮之间装有轴承,牙轮会通过其自身所带的切削齿进行破碎岩石工作。钻井液的通道就是钻头的水眼。在进行石油钻井工作的过程中,通过钻进过程中的横向剪切作用、纵向振动作用,牙轮钻头会实现破碎岩石的目的,从而能够提升钻井速度。山东双刀钻头报价常见的深孔加工钻头及适用范围介绍。

钻头是钻井设备的主要组成部分,其主要作用是破粹岩石、形成井眼!旋转钻头是目前行业普遍使用的钻头,在机械的带动下旋转钻头会产生旋转,从而带动整个钻头产生向心运动,并通过侵削、研磨使岩石发生裂痕并破碎,起到向下钻探的作用!钻头是主要的钻井设备之一,根据工作环境、地域环境的不同,钻头的规格、形状也应当有所不同,在进行石油钻井工作时,应当以具体需要、具体设计方案为根据,合理地、科学地选择钻头!在具体的钻井工作中科学选择钻头、合理确定钻井液,从而提高石油钻井的工作效率、工作质量,才能使石油钻井更好地发挥自身的价值,为促进石油事业的发展作出一定的贡献!
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小。用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)。开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想。经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果。台州市椒江建设工程机械厂致力钻头生产研发,竭诚为您服务!
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损。购买锥孔球齿钻头设备,选台州市椒江建设工程机械厂,有想法的可以来电咨询!双刀钻头需要多少钱
台州市椒江建设工程机械厂致力空心钻头生产研发,有需要联系我司哦!双刀钻头生产商
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!双刀钻头生产商