商机详情 -
北京大口径扩孔钻头生产公司
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小。用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)。开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想。经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果。你遇到过这些问题吗:钻头是如何制造的?欢迎咨询台州市椒江建设工程机械厂。北京大口径扩孔钻头生产公司
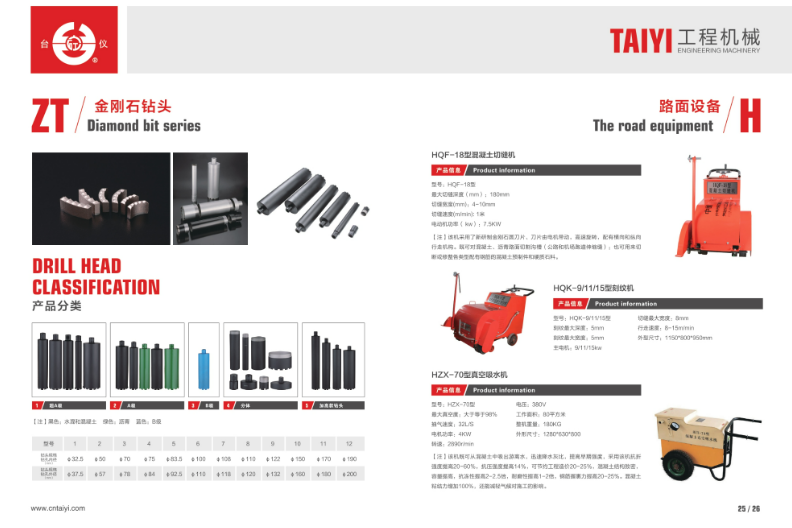
水钻钻头又称工程薄壁钻头、空心钻头。在水、电、暖、气、空调及管道等安装时,经常需要使用它来打孔。整体来看,水钻钻头钻孔直径一般在18-350mm之间,水钻钻头全长一般在350-370mm之间。空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等。钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头。削切深度:25mm,35mm,50mm,75mm,100mm。适合钻机:德国泛音等进口磁力钻和国产空心钻。规格:12MM至100MM。。电锤钻头厂家排名台州市椒江建设工程机械厂致力牙轮钻头生产研发,有想法的不要错过哦。

空心钻头是一种较适合便携式工具使用的孔加工刀具。但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用。由于空心钻头没有标准定型产品,因此大部分用于特殊材料加工的空心钻头均需自行研制。空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具。
基体和刀头的焊接:正规的刀头焊接(复焊)厂家一般采用高精度的全自动焊机,配以高精度靠模,严格细致的焊接工艺和质量检查标准,这样可以有效地控制焊接时刀头加热对锯片基体的平面度,端面跳动量,径向跳动量和张力值的影响,有效地避免或减少锯片在切割过程中出现板材弯曲的机会。同时,刀头和基体的配合比(刀头厚度与基体厚度之比)也是一个不容忽视的重要因素。过小容易在切割深度超过半径的二分之一时出现板材弯曲现象(一般厂家认为此值在1.25一1.35时切割效果较好)。因此石材加工企业在进行刀头焊接(复焊)时,要选择条件比较好一点的正规刀头焊接生产厂,确保锯片成品的质量和切割高效,减少损失和浪费。锯机的影响因素再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关。购买冲击钻头设备,就选台州市椒江建设工程机械厂,欢迎您来电!

硬质合金钻头材料的主要成分是碳化钨和钴,占所有成分的99%,其他金属占1%,所以称为钨钢(碳化钨)。钨钢是一种由至少一种金属碳化物组成的烧结复合材料。碳化钨、碳化钴、碳化铌、碳化钛和碳化钽是钨钢的常见成分。碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之间,并且碳化物晶粒使用金属粘合剂结合在一起。粘结剂金属一般为铁族金属,常用钴和镍。因此,有钨钴合金、钨镍合金和钨钛钴合金。钨钢钻头材料烧结成型是将粉末压制成坯料,然后进入烧结炉加热到一定温度(烧结温度),保持一定时间(保温时间),然后冷却它以获得所需的性能。钨钢材质购买冲击钻头设备,就选台州市椒江建设工程机械厂,欢迎客户来电。四川 锥孔球齿钻头批发商
常见的深孔加工钻头及适用范围介绍。北京大口径扩孔钻头生产公司
空心钻头用量较少,加工批量小,因此设计钻头时应考虑其加工工艺问题,尽量以常用机加工设备和常用刀具实现加工及刃磨。切屑经前刀面流出,因此前刀面的形状直接影响切屑形状和排屑性能。切屑在流出过程中受到前刀面挤压和摩擦,进一步产生变形。切屑底层金属变形程度比较大,并沿前刀面产生滑移,使切屑底层长度较长,从而形成各种卷曲形状。使用空心钻头钻孔时,希望切屑成碎屑或带状屑,以利于排屑。为便于加工和刃磨,前刀面必须设计为平面,且不开断屑槽。前刀面在使用中不需要重磨。后刀面是空心钻头比较易重磨的面,也是磨损速度比较快的面,因此空心钻头的刃磨是以刃磨后刀面来实现。副后刀面分为内副后刀面和外副后刀面。从重磨角度来说,重磨内、外副后刀面不易实现,因此副后刀面应设计为不重磨形式。北京大口径扩孔钻头生产公司