商机详情 -
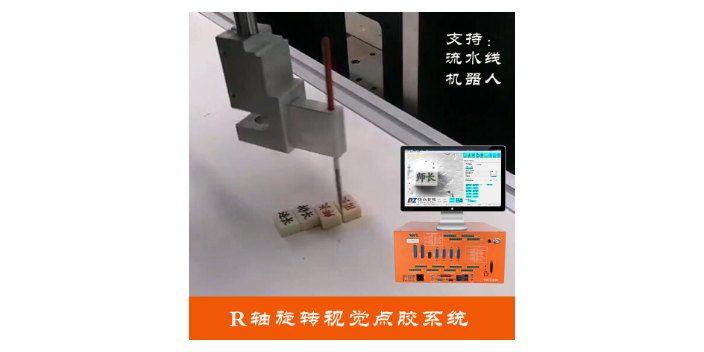
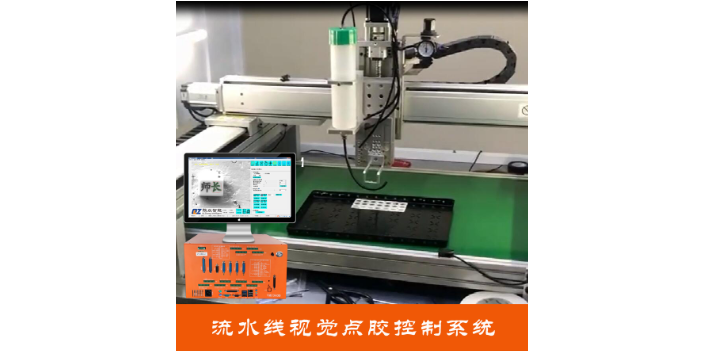
流水线跟踪视觉点胶系统品牌
视觉点胶系统通常具有自适应能力,可以适应不同的环境和点胶工艺场景。这种系统通常使用高效的图像处理软件进行实时分析和识别,能够对工件表面的形状、大小和位置等特征进行检测,并确定点胶的位置和路径。视觉点胶系统通常具有以下自适应功能:环境适应性:系统能够适应不同的光照条件、背景干扰以及工作环境中的噪声和振动等因素。它可以通过图像处理算法来调整参数以适应不同的环境条件。检测精度调整:系统通常具有参数调整功能,可以根据需要对检测精度进行调整。操作人员可以根据具体要求和工件的特性进行精度调整,以满足不同的应用需求。工艺适应性:视觉点胶系统可以根据不同的点胶工艺要求进行调整。它可以根据不同的胶水类型、工件材料和点胶路径等参数进行自动调整,以适应不同的工艺需求。视觉点胶系统的高精度和稳定性使得其在精密仪器制造中备受青睐。流水线跟踪视觉点胶系统品牌
全景+局部视觉点胶系统的优势:给大家讲解一下全景+局部视觉点胶系统五大优势:"“全景+局部视觉点胶系统”是我司单独的创立的一套系统,采用全景+局部双重视觉定位系统模式,一套系统,两种用法;优势一,可以帮你解决局部可视视野太小与全景大视野精度较差的痛点;优势二,它的综合精度可达0.05mm,成倍放大细节,加工更准确;优势三,无需料盘夹具,工件可在工作台面随意摆放,优势四,采用MINI视觉控制器,占用空间小,接线简单,优势五,软件易学易用,功能齐全,小白也能快速上手。 东莞三轴视觉点胶系统实力厂家视觉点胶系统的高效率作业减少了人为错误带来的不良影响。
视觉点胶系统的能耗主要取决于系统的具体配置和运行方式。以下是一些需要影响能耗的因素:光源能耗:视觉点胶系统通常使用光源照明来提供足够的光线以获取清晰的图像。不同类型的照明设备(如LED灯)具有不同的能耗水平。相机能耗:视觉点胶系统需要使用相机捕捉工件的图像,进行分析和判定。相机的能耗主要取决于其类型(例如,CCD相机或CMOS相机)和分辨率。计算设备能耗:视觉点胶系统通常需要一台计算设备来运行图像处理算法和点胶控制软件。计算设备的能耗与其型号、配置和负载有关。运动控制能耗:视觉点胶系统中的运动控制系统用于控制机械臂或其他设备的运动。这些设备的能耗与其电机类型、功率和运动频率有关。
视觉点胶系统中使用的图像处理软件通常具有以下功能:图像采集和处理:软件能够实时采集并处理摄像头或激光传感器获取的图像数据,对图像进行滤波、增强、二值化等处理,以获得更准确的图像信息。特征提取和识别:软件可以自动提取并识别工件表面的特征,如形状、大小、轮廓等,以确定点胶的位置和路径,并进行精确的胶水应用。校正和补偿:软件能够检测并校正机器的位移和变形,以确保点胶位置的准确性,并能够自动计算和补偿胶水的体积、重量等要素。缺陷检测和反馈:软件能够检测工件表面的缺陷和异常情况,如表面凹坑、划痕等,以及点胶中出现的失误和错误,以实现自动反馈和调整。智能化的视觉点胶系统为企业带来了生产效率和质量上的双重保障。
视觉点胶系统在应对小尺寸工件时通常表现出以下特点:高精度定位:视觉系统可以通过图像处理技术对工件进行高精度的定位和定位校正。对于小尺寸工件,视觉点胶系统能够准确地识别工件的位置和方向,以便进行精确的点胶操作。精细调节能力:视觉点胶系统通常具备多轴控制功能,可以对胶水的点胶路径、速度和压力等进行调节。这种精细调节能力使得系统能够在小尺寸工件上实现准确的胶水施加,避免浪费和胶水溢出。快速反应速度:视觉点胶系统能够实时获取并处理图像信息,具备快速反应的能力。在应对小尺寸工件时,系统可以迅速检测和跟踪工件的位置变化,及时调整点胶位置和参数,以保证点胶的准确性和一致性。多样化的工件适应性:视觉点胶系统通常具备灵活的工件适应性,能够适应各种形状、大小和材料的小尺寸工件。通过调整视觉系统的参数和设置,可以处理不同类型的工件,并对每个工件进行定制化的点胶操作。在电子制造领域,视觉点胶系统确保了电子产品组装的好品质。杭州全景视觉点胶系统咨询
视觉点胶系统的高度自动化设计降低了生产成本,提高了利润空间。流水线跟踪视觉点胶系统品牌
在视觉点胶系统中,虽然现代的算法和技术已经极大地改善了系统的准确性和可靠性,但仍然需要会出现一些判断错误。以下是一些常见的判断错误:假阳性错误:在判断点胶位置和质量时,系统错误地将无需点胶的区域标记为需要点胶,导致多余的胶水施加。这需要是由于图像处理中的噪声、光照变化或表面反射特性等因素引起的。假阴性错误:系统未能检测到需要点胶的区域,导致少量或未点胶的位置。这需要是由于图像处理中的图像分辨率不足、检测算法的灵敏度设置不当或物体表面特性的变化等原因引起的。点胶位置偏差:系统在点胶位置控制上出现偏差,使得点胶位置与目标位置不匹配。这需要是由于机械结构的误差、控制系统的延迟或图像处理算法的误差等因素引起的。点胶质量误判:系统未能准确判断点胶的质量,导致胶水过多或过少。这需要是由于图像处理算法对胶水的特征提取不准确或对胶水流动性的判断不准确等原因引起的。流水线跟踪视觉点胶系统品牌