商机详情 -
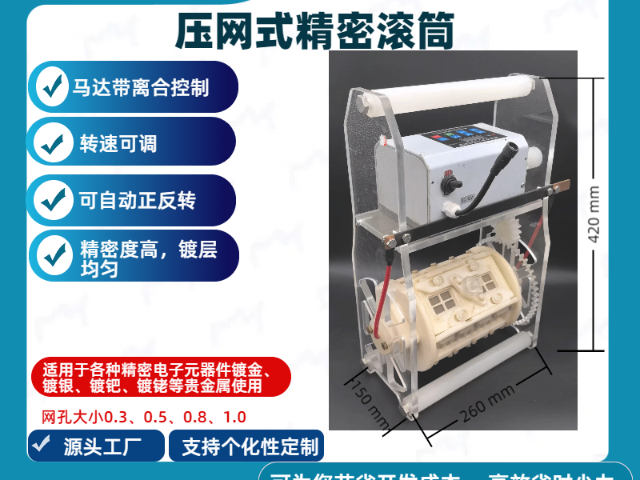
精密电镀滚筒滚镀机
电镀滚筒尺寸的选择需综合多方面因素:
零件因素:小尺寸零件,像电子元件,易堆积重叠,选小滚筒可缩短混合周期,提升镀层质量;大尺寸或特殊形状零件,如玛钢件、双头毛栓,为保证装载量与翻滚效果,适合大滚筒。零件数量多、重量大时,选大滚筒保证产量;少而轻的零件,小滚筒就能满足需求,还能使镀层更均匀。材质脆性大、易氧化的,如钕铁硼,用小滚筒减少损伤与氧化;材质坚硬的,对滚筒尺寸限制小。生产需求因素:追求高生产效率、大产量,选大滚筒增加单次装载量;注重镀层质量、产量要求不高,小滚筒更合适。不同镀种工艺不同,滚镀锌加工量大,酸性镀锌工艺受零件混合周期影响小,常用大滚筒;滚镀镍、铜,镀液导电差、镀层沉积慢,一般用小滚筒。设备与场地因素:滚筒尺寸越大,所需驱动功率越高,要确保设备功率足够。场地空间有限,选合适尺寸滚筒,保证安装运行空间;空间充足,可依生产需求选大滚筒。成本因素:大尺寸滚筒设备采购成本高,小滚筒较低,需结合预算与生产规模考量。大滚筒运行时耗电量、耗液量等成本高,小滚筒虽低,但可能无法满足大规模生产,需权衡利弊。 医疗件电镀,振动滚筒护航。精密电镀滚筒滚镀机
如何选购电镀滚筒
要综合多方面因素。首先根据工件的形状、尺寸、重量来选择合适的滚筒类型与规格,如大型工件需选用大尺寸、承重能力强的滚筒。考虑电镀工艺要求,若对镀层均匀性要求极高,应选择能精细控制转速与电流的智能型滚筒。同时,要关注设备的材质,筒体需具备良好的耐腐蚀性,导电装置要导电性优良。此外,品牌与售后服务也不容忽视,好的品牌的产品质量更可靠,完善的售后服务能在设备出现故障时及时解决问题,保障生产顺利进行,避免因设备故障造成经济损失。 重庆双筒式电镀滚筒厂家电话工艺参数闭环控制,良品率达 99.2%。

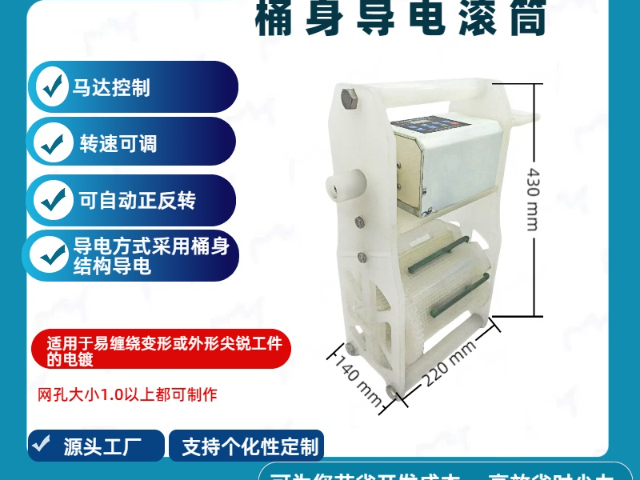
滚镀是工件在滚筒内进行电镀。它与挂镀件比较大的不同是使用了滚筒,滚筒承载着工件不停翻滚的过程中受镀。滚筒一般呈六棱柱状,水平卧式放置,滚筒设计一面开口,电镀时工件从开口处装进电镀滚筒内。滚筒材质有PP板、网板式,亚克力板,不锈钢板等。电镀时工件与阳极间电流的导通,筒内外溶液的更新及废气的排出等都需要通过这些小孔。滚筒阴极导电装置设计铜线或铜棒与滚筒内工件自身重力作用与阴极导电装置自然连接。滚筒的结构、尺寸大小、转速、导电方式及开孔率等诸多因素均与滚镀生产的效率,镀层质量有关,因此滚筒会因不同客户的需求来设计定制。分享将这段文字进行排版,使其更清晰易读从这段文字中提取关于滚镀设备的关键信息用一句话概括这段关于滚镀设备特点的文字
电镀滚筒的自清洁技术研发:为削减人工清洁成本,降低停机时间,电镀滚筒的自清洁技术成为当下行业研发的焦点。部分企业创新研发出内置自清洁装置的滚筒,该装置巧妙利用高压脉冲水流和可旋转刷头,在滚筒间歇运行时段,自动对内壁残留镀液和杂质展开清理。高压脉冲水流能够强力冲刷顽固污渍,旋转刷头则负责清扫边角缝隙,确保清洁无死角。这一技术的应用,大幅提高了生产效率,有效避免杂质残留干扰镀层质量,降低企业维护成本,尤其契合连续生产的电镀企业需求,保障生产的连续性与稳定性。全密封结构,防漏设计,减少污染。
六角旋转电镀滚筒特点:
是卧式滚镀机的主流机型,其六棱柱筒体设计使零件在翻滚过程中跌落幅度大、混合充分,镀层均匀性提升30%以上,适用于中小零件(如电子元件、五金件)的表面处理。优势包括:镀层均匀性:消除凹槽、盲孔等结构的镀层死角,厚度波动≤5%。高产能:单台年处理量达50万件,单位能耗降低25%。智能控制:支持正反转交替(5分钟正转+1分钟反转),转速0-12r/min可调。结构设计材质选择PP/CF-PP:耐酸碱性强,适合镀镍、镀铜,耐温80℃以下。钛合金内衬:强酸强碱环境(如镀铬)抗腐蚀,减少贵金属损耗。PTFE涂层:防粘附,适用于高精度电子元件(如0201元件)。 小滚镀机,适配多样镀种。精密电镀滚筒批发厂家
滚镀小零件,效率高成本低。精密电镀滚筒滚镀机
电镀滚筒在医疗器械行业的应用:
医疗器械行业对零件的质量和安全性要求极为严格。电镀滚筒在该行业发挥着重要作用,尤其是对于一些小型且精密的医疗器械部件,如手术器械的微小零部件。振动式电镀滚筒凭借其能精细控制镀层厚度和细腻度的特点,可为这些部件镀上均匀且高质量的防护层,增强部件的耐腐蚀性和耐磨性,同时保证镀层不会对器械的使用性能和生物兼容性产生任何负面影响,有力保障了医疗器械的质量和安全性,为医疗行业的发展提供支持。 精密电镀滚筒滚镀机