商机详情 -
重庆管阀酸洗钝化设备耗材
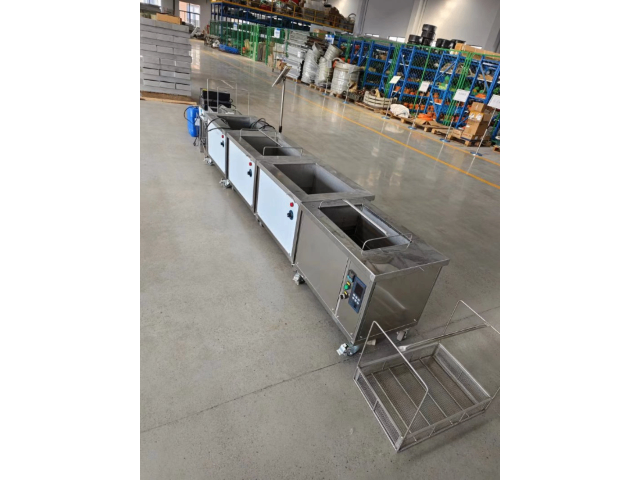
设备结构组成:浸泡式酸洗钝化设备主要由酸洗槽、钝化槽、加热系统、搅拌系统和通风系统等部分组成。酸洗槽和钝化槽通常采用耐酸、耐碱的材料制作,如聚丙烯(PP)、聚乙烯(PE)等,以确保在长期接触酸液和钝化液的情况下不会被腐蚀。加热系统一般采用电加热或蒸汽加热的方式,通过安装在槽体底部或侧面的加热元件对酸液和钝化液进行加热,使溶液达到合适的处理温度。搅拌系统则由搅拌电机、搅拌桨叶等部件构成,通过搅拌桨叶的旋转,使槽内的溶液均匀混合,保证工件在浸泡过程中能够与溶液充分接触,提高酸洗钝化效果。通风系统用于排出酸洗钝化过程中产生的酸雾和有害气体,保障工作环境的安全和卫生,一般通过在槽体上方安装抽风罩,并连接通风管道和净化设备来实现。酸洗过程涉及使用酸性溶液去除金属表面的锈蚀。重庆管阀酸洗钝化设备耗材
搅拌方式与作用:搅拌系统在酸洗钝化设备中起着重要作用,它能够使酸液和钝化液均匀混合,提高溶液与工件表面的接触效率,从而提升酸洗钝化效果。常见的搅拌方式有机械搅拌、气流搅拌和循环搅拌。机械搅拌通过电机带动搅拌桨叶在溶液中旋转,产生强烈的对流和剪切作用,使溶液快速混合均匀。搅拌桨叶的形状和尺寸根据槽体大小、溶液性质和工件特点进行选择,常见的桨叶形状有平直叶桨、斜叶桨、锚式桨等。例如在大型酸洗槽中,通常采用大直径的斜叶桨进行搅拌,能够在较大范围内产生较强的搅拌力,使溶液充分混合。气流搅拌则是向槽体底部通入压缩空气或其他惰性气体,气体在溶液中形成气泡并上升,带动溶液产生对流,实现搅拌效果。这种搅拌方式适用于对溶液扰动要求较小的场合,如一些对表面质量要求极高的精密零件的酸洗钝化处理,可避免机械搅拌可能带来的划伤等问题。循环搅拌通过泵将溶液从槽体的一侧抽出,经过管道输送到另一侧再喷入槽内,形成循环流动,使溶液均匀混合。循环搅拌系统还可与过滤装置相结合,在搅拌的同时对溶液进行过滤,去除杂质,保证溶液的清洁度。四川酸洗钝化设备电话通过去除杂质和氧化物,改善了金属的外观和性能。

工作流程与特点:工作时,将金属工件放置在传送装置上,传送装置带动工件缓慢进入喷淋区域。在喷淋区域,酸液或钝化液通过喷头以一定的压力和角度喷洒在工件表面,与工件表面的杂质发生化学反应,实现酸洗或钝化的目的。喷淋完成后,工件随传送装置进入清洗槽,经过多道清水喷淋冲洗后,再进入烘干装置进行烘干。喷淋式酸洗钝化设备的比较大优点是处理速度快、生产效率高,能够实现连续化生产,适用于处理大面积、平板状或形状相对规则的金属工件。由于采用高压喷淋的方式,酸液和钝化液能够更均匀地覆盖在工件表面,处理效果较为均匀,且酸液和钝化液的消耗相对较少,成本较低。但该设备对工件的形状和尺寸有一定要求,对于形状过于复杂或有深孔、凹槽等结构的工件,可能会出现喷淋不到位的情况,影响处理效果。例如在对汽车车身面板、建筑装饰用的不锈钢板材等进行酸洗钝化处理时,喷淋式设备能够高效、高质量地完成工作,但对于一些具有复杂内腔结构的发动机零部件,就不太适用。
在现代工业制造领域,金属材料的广泛应用对其表面处理技术提出了越来越高的要求。酸洗钝化作为一种重要的表面处理工艺,能够有效去除金属表面的氧化皮、铁锈、油污等杂质,并在金属表面形成一层致密的钝化膜,提高金属的耐腐蚀性和美观度。随着科技的不断进步,全自动酸洗钝化设备应运而生,它以其高效、精细、稳定的性能,为工业生产带来了极大的便利,成为推动各行业发展的重要力量。酸洗是利用酸溶液与金属表面的氧化物发生化学反应,将其溶解去除。常见的酸有盐酸、硫酸、硝酸等。以盐酸为例,盐酸与铁锈(主要成分是三氧化二铁)反应的化学方程式为:Fe₂O₃ + 6HCl = 2FeCl₃ + 3H₂O。通过这种化学反应,铁锈被溶解为可溶于水的氯化铁,从而从金属表面脱离。在全自动酸洗钝化设备中,酸液的浓度、温度、浸泡时间等参数都由控制系统精确控制,以确保酸洗效果的一致性和稳定性。设备的设计确保了酸洗液在管件中均匀分布。

影响酸洗效果的因素:酸液的浓度对酸洗效果起着关键作用。一般来说,在一定范围内,酸液浓度越高,酸洗速度越快,但浓度过高可能会导致金属过度腐蚀,出现 “过酸洗” 现象,使金属表面变得粗糙,甚至降低金属的机械性能。温度也是重要因素之一,适当提高酸液温度可以加快化学反应速率,提高酸洗效率,但温度过高同样会加剧金属的腐蚀,并且可能引发酸雾挥发,造成环境污染和安全隐患。此外,酸洗时间的控制也至关重要,时间过短,杂质无法完全去除;时间过长,则容易引发过酸洗。例如在对碳钢进行酸洗时,若采用 10% 浓度的盐酸溶液,常温下酸洗时间一般控制在 10 - 30 分钟较为合适,而当温度升高到 50℃时,酸洗时间可适当缩短至 5 - 15 分钟,但需密切监控酸洗过程,防止过酸洗的发生。这种设备可以实现无人值守的连续作业。湖北酸洗钝化设备生产过程
高效的清洗和回收系统降低了水消耗。重庆管阀酸洗钝化设备耗材
加热方式:加热系统在酸洗钝化过程中起着重要作用,它能够提高酸洗钝化液的反应速率和效果。常见的加热方式有电加热、蒸汽加热和燃油加热等。电加热是通过在槽体底部或侧面安装电加热管,通电后产生热量对酸洗钝化液进行加热,这种方式加热速度快、温度控制精度高,但耗电量较大;蒸汽加热是利用外部锅炉产生的蒸汽通过管道输送到槽体内的蛇形盘管或夹套中,将热量传递给酸洗钝化液,蒸汽加热具有温度均匀性好、热效率高的优点,但需要配备蒸汽发生器和相关的管道阀门等辅助设备;燃油加热则是通过燃烧燃油产生热量来加热槽体,这种方式加热速度快、温度高,但存在环境污染和安全隐患等问题。温度控制:为了确保酸洗钝化过程在适宜的温度范围内进行,加热系统通常配备有温度传感器和温度控制器。温度传感器实时监测酸洗钝化液的温度,并将信号传输给温度控制器,温度控制器根据设定的温度值自动调节加热功率或通断加热装置,以维持酸洗钝化液的温度稳定。温度控制精度一般要求在±2℃以内,以满足不同工艺的要求。重庆管阀酸洗钝化设备耗材