商机详情 -
定制内啮合齿轮泵供应商家
在相同条件下,斜齿轮的噪声比直齿轮低3一10dB。通常在啮合区间具有滑动作用可减轻运动噪声。(2)压力角对噪声的影响:若增大压力角就会增大齿面法向力,相应会增大节线冲力和啮合冲力,因而导致振动和噪声的增大。(3)重合度对齿轮噪声的影响:齿轮噪声受齿轮精度的影响极大,降低齿轮噪声的根木就是提高齿轮的精度。对于精度极低的齿轮,采用其他降噪措施都是徒劳的。因此,高精度是低噪声的基础。噪声与基节误差成正比增减,当转速增高或者负荷增大,噪声增减的梯度也增大。齿轮误差会使噪声增加。齿轮的径向跳动由于声的调制,在齿轮噪声里有时产生多种尖叫声。齿面粗糙度、精度和齿面误差都对噪声的影响极大。(4)齿面齿数结构形状对噪声的影响:在设计时,若齿轮强度允许的话,应尽可能设计小的模数和选择合适的材料和热处理方法,以提高齿轮的强度,减小齿轮直径以利于降低噪声。(5)轮齿加工工艺方法对齿轮噪声的影响:实践证明,采用巧齿工艺解决齿轮噪声是一种有效方法。将齿形加工工艺采用“滚齿一一剃齿一一热处理一一晰齿”,并研究解决各道工序中出现的问题,就可以一定程度上减轻齿轮噪声。。HG内啮合齿轮泵低转速和低粘度下仍可保持较高的容积效率。定制内啮合齿轮泵供应商家
因此压力升降较为缓慢而平滑,不会引起月牙板等机件的振动。这样,内啮合齿轮泵的噪声很低。本章节的技术总结:对泵齿轮设计参数选取时,首先要考虑的是它对齿轮泵性能的影响,其次,才考虑的是普通传动齿轮设计时考虑的内容,诸如重合度、轮齿干涉、轮齿强度等问题。通过以上泵齿轮参数对齿轮泵性能参数影响关系的分析,得出以下结论:(1)泵齿轮的齿数对流量脉动起重要的作用,并且对齿轮泵的噪声和振动也有较大的影响。(2)泵齿轮模数对齿轮泵排量起主要的作用。模数的影响远远大于齿数的影响。因此,在齿轮泵排量确定的情况下,应尽可能的增大泵齿轮的模数,而不是增大齿数。(3)齿顶高系数和变位系数是以增大泵齿轮齿顶圆为目的,以提高齿轮泵的性能,但齿顶高系数和变位系数的确定应是在考虑泵齿轮正常啮合条件下选取的,必须保证合理的重合度。正确合理的确定这两个系数对齿轮泵性能的优化有重要的意义。(4)齿顶隙处的泄漏量与泵齿轮的齿宽有着直接的关系。减小齿宽,能够减小泄漏量。但在设计中应注意的是过小的齿宽会使齿轮泵在结构上无法保证进出油口的尺寸。(5)泵齿轮的顶隙不能太大。太大的顶隙会造成轮齿困油量的增加。定制内啮合齿轮泵供应商家内啮合齿轮泵适应性强。
应用场景:进口内啮合齿轮泵广泛应用于石油、化工、船舶、电力等重要行业,以及其他需要液体输送和增压的场合。特别适用于输送高粘度、具有润滑性但不含固体颗粒的液体,如树脂、MIBK等。操作规程:在使用前,应检查各联接处螺栓是否拧紧,不允许有任何松动。检查电机线路并按规定方向运转。***管路中的焊渣等固体颗粒物,以免对泵造成损坏。打开泵的进出口阀门,手盘动电机轴数转,确保无任何卡阻现象。对于有保温的泵,运转前应通入保温介质,注意初通入的保温介质温度不能高于环境温度过多,以后逐渐升高保温介质的温度。接通电源,启动电泵,检查泵出口压力是否正常。待泵运行正常后,通过调节旁路阀调节至规定流量。维护与保养:定期对进口内啮合齿轮泵进行检查和维护,确保其处于良好的工作状态。清洗泵体和齿轮,去除附着在上面的污垢和杂质。检查齿轮的磨损情况,及时更换磨损严重的部件。检查并更换密封件,以确保泵的密封性能。定期检查电机和轴承的运转情况,及时添加润滑油或进行更换。
内啮合齿轮泵的应用内啮合齿轮泵广泛应用于化工、冶金、石油、轻工、制药等行业中,主要用于输送各种流体介质,如油、水、酸、碱、料浆和粘稠液体等。内啮合齿轮泵在输送高温、高压和高筋度介质时表现出良好的性能,深受用户的青睐。近年来,随着新材料和新技术的应用,内啮合齿轮泵发展方向趋势是提高工作效率、减少能源消耗、延长使用寿命和降低维护成本。
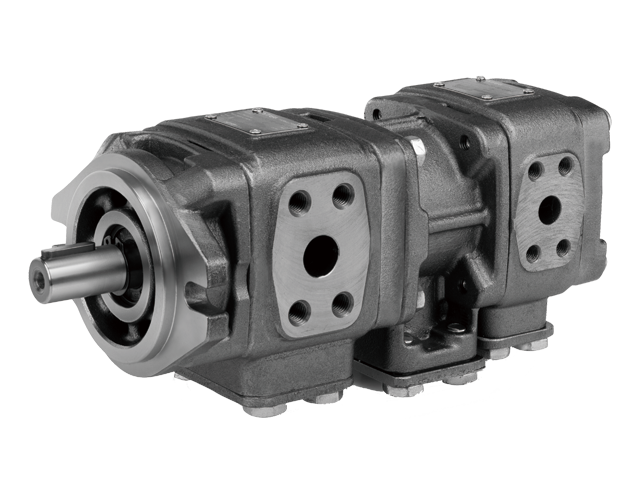
内啮合齿轮泵是一种结构简单、价格低廉、输送粘稠介质性能出色的正位移泵。其工作原理是依靠内外啮合齿轮的转动产生吸入和排出流体的压力作用。内啮合齿轮泵广泛应用于化工、冶金、石油、轻工、制药等行业中,其发展方向趋势是提高工作效率、减少能源消耗、延长使用寿命和降低维护成本。 轴向和径向压力补偿设计。
2.内啮合齿轮泵的故障及排除(1)压力波动大①泵体与前后盖因加工不好,偏心距误差大,或者外转子与泵体配合间隙太大。此时应检查偏心距,并保证偏心距误差在±。外转子与泵体配合间隙应在~。②内外转子(摆线齿轮)的齿形精度差。内外摆线齿轮大多采用粉末冶金用模具压制而成,模具及其他方面的原因会影响到摆线齿轮轮的齿形精度等。用户可对其对研修正。损坏严重的必须更换。③内外转子的径向及端面跳动大。修正内外转子,使各项精度达到技术要求。④内外转子的齿侧隙偏大。更换内外转子,保证侧隙在。⑤泵内混入空气。排除系统的空气,采取防止空气从泵吸油管路进入泵内的措施。(2)吸不上油或吸油不足①内转子不转动。检查油泵驱动系统蜗杆、蜗轮或齿轮、内转子紧固螺钉或定位销是否松动,以及蜗轮与主轴蜗杆啮合是否正常。②内转子的旋转方向与原动机不符导致进、出油口对调。确认机器是否按工作方向旋转。③出油口管路堵塞。检查出油口油管是否有弯折或破损等堵塞。④进油口滤网堵塞。清洗滤网,除去堵塞物。⑤内、外转子磨损严重导致封闭腔无法形成。更换内、外转子。⑥进油管端面与油槽底面接触导致进油不畅。保证进油管端面与油槽底面有一定的距离,使进油顺畅。HG内啮合齿轮泵轴向和径向压力补偿设计。浙江内啮合齿轮泵双向输送
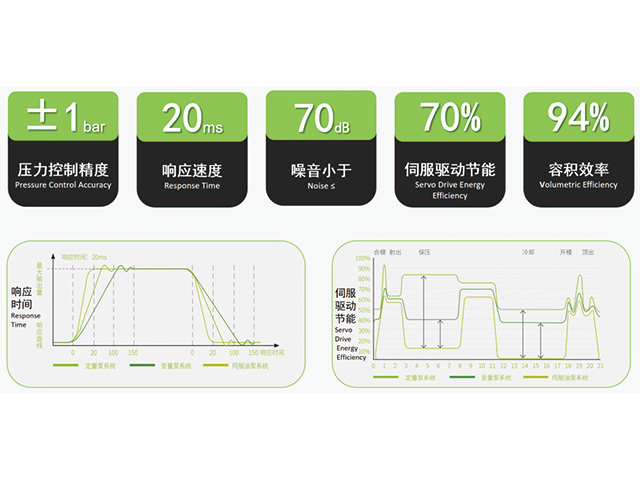
HG更高压力控制精度内啮合齿轮泵。定制内啮合齿轮泵供应商家
立式注塑机1、注射装置和锁模装置処于同一垂直中心线上,且模具是沿上下方向开闭。其占地面积只有卧式机的约一半,因此,换算成占地面积生产性约有二倍左右。2、容易实现嵌件成型。因为模具表面朝上,嵌件放入定位容易。采用下模板固定、上模板可动的机种,拉带输送装置与机械手相组合的话,可容易地实现全自动嵌件成型。3、模具的重量由水平模板支承作上下开闭动作,不会发生类似卧式机的由于模具重力引起的前倒,使得模板无法开闭的现象。有利于持久性保持机械和模具的精度。4、通过简单的机械手可取出各个塑件型腔,有利于精密成型。5、一般锁模装置周围为开放式,容易配置各类自动化装置,适应于复杂、精巧产品的自动成型。6、拉带输送装置容易实现串过模具中间安装,便于实现成型自动生产。7、容易保证模具内树脂流动性及模具温度分布的一致性。8、配备有旋转台面、移动台面及倾斜台面等形式,容易实现嵌件成型、模内组合成型。9、小批量试生产时,模具构造简单成本低,且便于卸装。10、经受了多次地震的考验,立式机由于重心低,相对卧式机抗震性更好。定制内啮合齿轮泵供应商家