商机详情 -
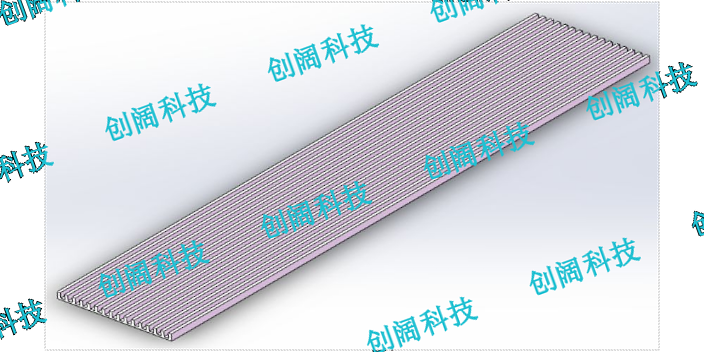
黄浦区紧凑型多结构微通道换热器
创阔科技制作的微化工反应器的特点,面积体积比的增大和体积的减小.在微反应设备内,由于减小了流体厚度,相应的面积体积比得到了的提高。通常微通道设备的比表面积可以达到10000-50000m2/m3,而常规实验室或工业设备的比表面积不会超过l000m2/m3或100m2/m3。因此,比表面积的增加除了可以强化传热外,也可以强化反应过程,例如,高效率的气相催化微反应器就可以采用在微通道内表面涂敷催化剂的结构。目前已有的界面积的微反应器为降膜式微反应器,其界面积可以达到25000m2/m3,而传统鼓泡塔的界面积只能达到100m2/m3,即使采用喷射式对撞流的气液接触式反应器的比表面积也只能达到2000m2/m3左右。若在微型鼓泡塔中采用环流流动,理论上其比表面积可以达到50000m2/m3以上。微通道换热器创阔能源科技制作加工。黄浦区紧凑型多结构微通道换热器
微通道换热器
创阔科技一直致力于开发研究直接接触式换热器,也叫混合式换热器,是冷热流体进行直接接触并换热的设备。通常情况下,直接接触的两种流体是气体和汽化压力较低的液体;蓄能式换热器的工作原理,是利用固体物质的导热特性,具体而言,热介质先将固体物质加热到一定温度,冷介质再从固体物质获得热量,通过此过程可实现热量的传递;间壁式换热器,也是利用了中介物的热传导,冷、热两种介质被固体间壁隔开,并通过间壁进行热量交换。对于供热企业而言,间壁式换热器的应用为。根据结构的不同,它还可划分为管式换热器、板式换热器和热管换热器。换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。按传热原理换热器分为间壁式换热器、蓄热式换热器、流体连接间接式换热器、直接接触式换热器、复式换热器;按用途分类,其分为加热器、预热器、过热器、蒸发器;按结构可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。南京微通道换热器LNG气化器,设计加工,工业换热器设计加工创阔科技。
节能是当今空调器的一项重要指标。常规换热器很难制造出高等级如Ⅰ级能效标准的产品,微通道换热器将是解决该问题的很好选择。②换热性能突出。在家用空调方面,当流道尺寸小于3mm时,气液两相流动与相变传热规律将不同于常规较大尺寸,通道越小,这种尺寸效应越明显。当管内径小到。将这种强化传热技术用于空调换热器,适当改变换热器结构、工艺及空气侧的强化传热措施,预计可有效增强空调换热器的传热、提高其节能水平。③推广潜力。微通道换热器技术在空调制造领域还有向空气能热水器推广的潜力,可以极大提升产品的竞争力和企业的可持续发展能力。与常规换热器相比,微通道换热器不*体积小换热系数大,换热效率高,可满足更高的能效标准,而且具有优良的耐压性能,可以CO2为工质制冷,符合环保要求,已引起国内外学术界和工业界的很好关注。微通道换热器的关键技术—微通道平行流管的生产方法在国内已渐趋成熟,使得微通道换热器的规模化使用成为可能。
中国已经确立了要在2060年实现碳中和的目标,未来几十年氢能可以在绿色能源结构中占据重要的一席地位。而创阔能源科技在这重大目标中来开发研究氢能的使用。中国是世界大产氢国,但是我国的国情是富煤缺油少气,我国的制氢方式大多数并非通过天然气重整制氢,而是通过煤制氢的方式取得,使用煤制氢拥有明显的低成本特色。但如果坚持使用化石能源作为原料的话还会产生新的污染和耗能的问题,也是一种不可持续的方式。另外在制氢生产工艺上存在技术落后,设备需要从国外引进,制氢成本高昂,原料来源单一。从全世界范围来看,一场氢能已经在发达国家如美国、德国和日本开启,他们已经在包括氢的生产、储存、运输和利用上采用公私合作的方式有效地开展具体的项目,而我们的也应该将氢能产业作为实现2060碳中绿色增长目标的一个关键领域,相关氢能的技术发展和成本的降低。微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展,创阔科技添砖加瓦。
“创阔科技”微通道换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。微化工中的硅碳微通道连续流反应器——工业级流动化学反应系统硅碳微通道连续流反应器是一种微通道高通量且易于放大生产规模的反应器,由于传统釜式反应技术要求化学反应的许多条件。“创阔科技”,在家用空调、汽车空调、新能源汽车电池、制冷设备、冰箱、电机等领域,为客户开发提供新型微通道热交换器及其零部件。“创阔科技”主要制造基地位于江苏省盱眙。致力于热输材料的研发生产、加工,各类换热器的研发生产销售。主要产品有微通道换热器、微通道油冷器、水冷板,微化工反应器、氢气加热器,公司倡导拼搏精神,努力创新,作业标准化、流程规范化、数据信息化、工业自动化等企业现代化管理。始于客户需求,终于客户满意!让我们共同开创换热微时代!板式换热器加工制作,创阔科技。苏州微通道换热器服务至上
换热器多结构置换,加工制作创阔科技来完成。黄浦区紧凑型多结构微通道换热器
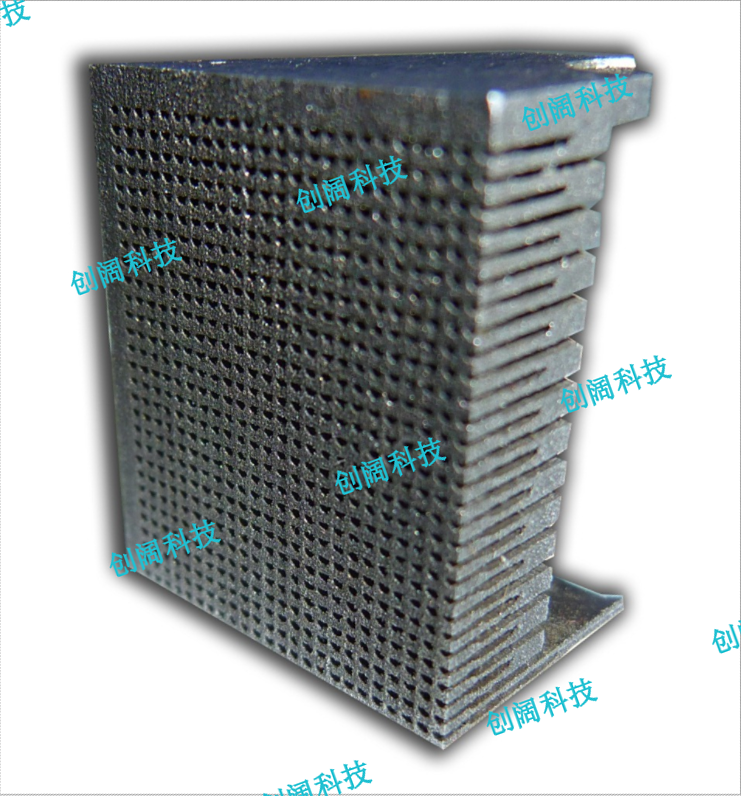
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。黄浦区紧凑型多结构微通道换热器