商机详情 -
杭州卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。刀库是卧式加工中心的刀具存储部件,主要用于存放刀具。杭州卧式加工中心

在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得切削区域的温度升高。过高的温度会导致切削力增大,切削速度降低,从而影响加工效率。因此,对切削区域进行有效的冷却是提高生产效率的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低切削区域的温度,从而减小切削力,提高切削速度,进一步提高生产效率。同时,冷却液还可以润滑刀具和工件表面,减少摩擦,降低切削力,进一步提高生产效率。杭州卧式加工中心卧式加工中心可以实现模具的快速制造,缩短模具制造周期,提高模具的精度和使用寿命。
随着科技的不断发展,自动化技术在各个领域得到了普遍的应用。在制造业中,自动化加工已经成为了一种趋势。卧式加工中心作为数控机床的一种,具有高精度、高效率、高稳定性等优点,已经在航空、航天、汽车、模具等领域得到了普遍的应用。卧式加工中心是一种采用数控技术的机床,主要由床身、主轴箱、工作台、刀库、数控系统等部分组成。工作时,工件固定在工作台上,刀具通过主轴箱的驱动进行旋转和进给运动,从而实现对工件的加工。卧式加工中心的数控系统可以根据预先编写好的程序控制刀具的运动轨迹,实现对工件的自动加工。
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。主轴箱是卧式加工中心的主要部件,主要用于安装主轴和传动装置。
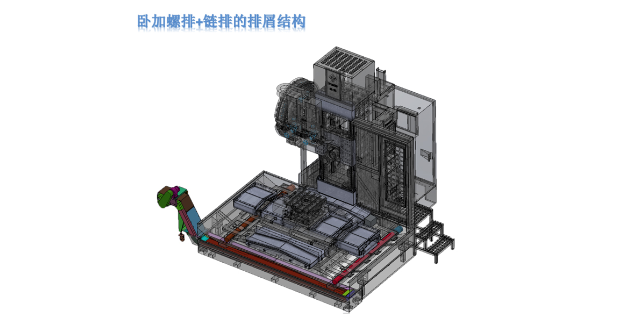
多工位卧式加工中心具有高自动化的特点。多工位卧式加工中心采用了先进的数控系统,可以实现自动编程、自动换刀、自动测量等功能,减少了人工操作的繁琐程度。同时,多工位卧式加工中心还具有自动排屑、自动润滑等辅助功能,可以保证机床在长时间运行过程中的稳定性和可靠性。此外,多工位卧式加工中心还具有故障自诊断、故障报警等功能,可以在出现故障时及时报警,便于维修人员快速定位和解决问题。多工位卧式加工中心具有节省空间的优点。传统的立式加工中心由于其结构特点,占地面积较大,对于空间有限的生产车间来说,占地面积成为了一个不小的问题。而多工位卧式加工中心采用了卧式结构设计,使得机床的占地面积得到了极大的减小。同时,多工位卧式加工中心的紧凑型结构设计,使得机床在运输和安装过程中更加方便。卧式加工中心的刀库通常采用链式刀库或盘式刀库,可以根据需要选择不同类型的刀具。山东安全卧式加工中心
卧式加工中心的数控系统通常采用先进的CNC控制系统,可以实现对机床的全自动化控制。杭州卧式加工中心
自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化卧式加工中心采用先进的数控系统和高精度的伺服电机,可以实现高精度的加工。与传统的立式加工中心相比,自动化卧式加工中心的加工精度更高,可以满足各种复杂零件的加工需求。此外,自动化卧式加工中心还具有自动测量功能,可以实时监测加工过程中的尺寸变化,确保加工精度的稳定性。杭州卧式加工中心