商机详情 -
贵州料仓纯碱投加机器
粉剂料仓纯碱投加设备在运行过程中能有效控制能源消耗,降低使用成本。设备的驱动电机采用先进的变频控制技术,这种技术能根据实际的投加量大小,自动调节电机的运行功率和转速,在需要小剂量投加时,电机会自动降低转速,减少电能的消耗;而在大剂量投加时,又能快速提升功率,满足投加需求。同时,设备的待机状态能耗被严格控制在较低水平,当设备处于暂停投加的期间,非必要的运行组件会自动进入休眠模式,只保留重点的监控功能正常运行,持续监测设备状态,这样从设备运行的各个阶段进行节能控制,从整体上减少了能源的浪费,降低了设备的使用成本。纯碱投加溶解系统在运行中能降低对环境的不良影响,符合环保要求。贵州料仓纯碱投加机器

纯碱投加设备在工业生产中不仅提高了生产效率,还具有明显的环保效益。通过精确投加纯碱,能够有效减少化学药剂的浪费,降低生产成本的同时,也减少了对环境的潜在污染。在污水处理过程中,纯碱投加设备能够确保污水的中和处理达到理想效果,避免因投加不足或过量而导致的二次污染。此外,设备的密封设计和自动控制系统能够有效防止纯碱泄漏,减少对空气和土壤的污染,符合现代工业生产对环保的要求。因此,纯碱投加设备不仅是一种高效的工业设备,也是一种符合可持续发展理念的环保型设备。贵州纯碱投加机器粉剂料仓纯碱投加设备以其高度的自动化操作而备受青睐。
可移动纯碱投加装置配备了便捷的移动部件,能轻松在不同作业区域间转移。装置底部安装的万向轮选用强度较高的耐磨材料制成,轮体带有深沟花纹,可适应不同地面状况,无论是平整的水泥地还是略有凹凸的场地,都能顺畅移动。每个万向轮都配备单独的制动装置,操作人员推动装置到达目标区域后,只需踩下制动踏板,就能将轮子牢牢锁定,确保装置在运行过程中稳定不滑动,避免因轻微震动导致位置偏移。这种无需固定安装位置的设计,让装置可以根据处理任务的变化随时调整作业点,在有限的场地内实现灵活调度,极大提升了场地利用的灵活性。
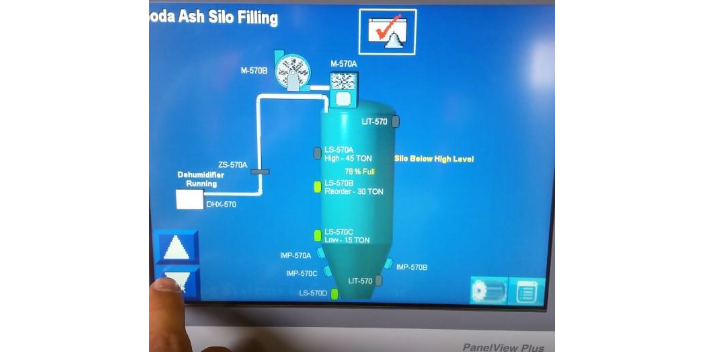
纯碱投加系统能实现从物料储存到投加的全流程自动化操作,减少人工干预。系统在启动前,操作人员可通过控制界面输入相关参数,设定好投加量、投加频率等运行指标,之后系统便会按照预设程序自主运行。从料仓中通过输送装置精确取料,再将物料平稳输送至指定投加点,继而按照设定量完成投加,整个过程无需操作人员时刻看守。在运行期间,系统的监测模块会持续跟踪各环节的运行状态,一旦发现某一环节出现轻微偏差,如输送速度异常、投加量波动等,会立即启动自我调节机制,将运行状态拉回正常范围;若出现较明显的异常情况,会及时发出声光提示,以便操作人员介入处理,确保整个流程始终按设定节奏有序进行,大幅提升投加工作的效率。纯碱投加料仓的结构设计强调安全性和稳固性,能承受纯碱堆积产生的压力。
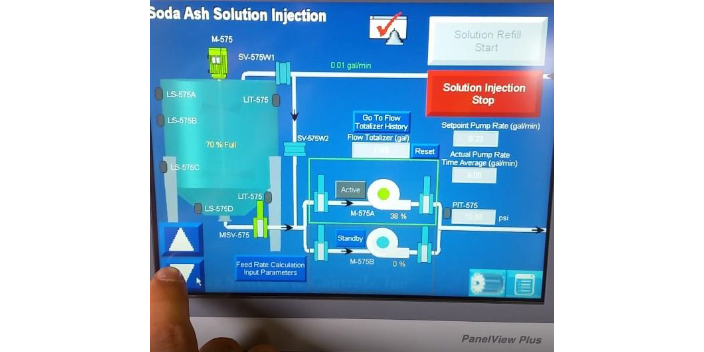
纯碱投加溶解系统能够高效地将纯碱溶解于水中,为后续工艺提供稳定的碱性溶液。系统通过优化的搅拌装置和合理的水流设计,确保纯碱在溶解过程中与水充分接触,加速溶解速度,提高溶解效率。其独特的搅拌桨设计,能够有效防止纯碱结块,保证溶液的均匀性。无论是在化工生产中调节酸碱平衡,还是在水处理过程中中和酸性废水,纯碱投加溶解系统都能快速提供所需的碱性溶液,满足不同工业场景的需求。此外,系统还配备了温度控制系统,可以根据纯碱的溶解特性调节水温,进一步提高溶解速度和溶解率。这种高效溶解能力不仅节省了时间,还提高了生产效率,为工业生产提供了可靠的碱性溶液供应。储料仓纯碱投加在结构上采用防堵塞设计,减少纯碱输送中的阻碍。陕西智能纯碱投加料仓
纯碱投加设备的操作具有简单便捷的特点,易于上手和掌握。贵州料仓纯碱投加机器
粉剂料仓纯碱投加设备以其高度的自动化操作而备受青睐。设备配备了先进的自动化控制系统,能够实现从纯碱的存储、输送、计量到投加的全流程自动化管理。操作人员只需通过控制面板设定相关参数,设备即可自动运行,明显减少了人工干预的频率和强度。这种自动化操作不仅提高了生产效率,还降低了人工操作可能带来的安全风险,同时保证了投加过程的稳定性和一致性。设备的自动化控制系统采用了智能化的传感器网络,能够实时监测纯碱的存储量、投加量和投加速度等关键参数,并根据预设的程序自动调整设备的运行状态。例如,当检测到纯碱存储量不足时,系统会自动提醒操作人员及时补充物料,避免因物料短缺导致的生产中断。此外,设备还可以通过网络连接实现远程监控和操作,操作人员可以通过电脑或移动设备随时随地查看设备的运行状态,及时调整投加参数,进一步提高了生产的灵活性和管理效率。贵州料仓纯碱投加机器