商机详情 -
贵州罗伯泰克智能仓库
根据不同的功能和应用场景,智能仓库可分为多种类型。自动化存储和检索系统(AS/RS)型智能仓库,以自动化立体货架和堆垛机为中心设备,主要用于大规模、标准化货物的存储和快速检索,适用于电商、物流配送中心等场景。分拣型智能仓库则侧重于货物的分拣作业,配备先进的分拣设备和系统,能够快速准确地将货物按照订单进行分类,常用于快递、电商等行业。还有一种是生产型智能仓库,与企业的生产流程紧密结合,为生产线提供原材料和零部件的存储、配送服务,确保生产的顺利进行,广泛应用于制造业领域。不同类型的智能仓库根据企业的实际需求,提供针对性的仓储解决方案。智能仓库是现代物流仓储系统的一种。贵州罗伯泰克智能仓库
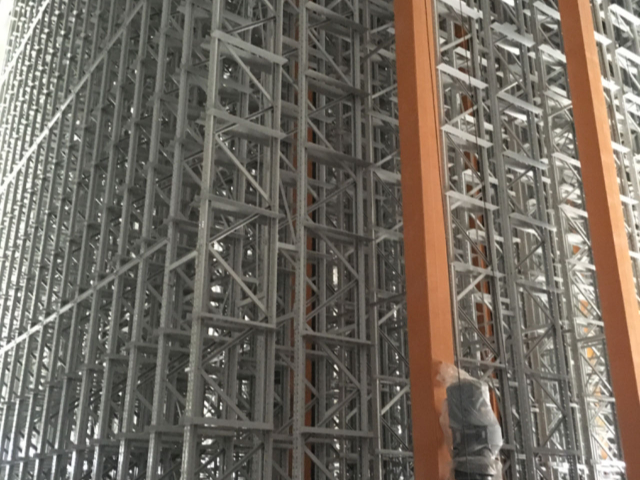
智能仓库在空间利用方面具有得天独厚的优势。借助自动化立体货架技术,智能仓库能够充分挖掘垂直空间的潜力,实现货物的高密度存储。相比于传统平面仓库,智能仓库的空间利用率可提高数倍。例如,一些大型电商企业的智能仓库,通过多层货架和紧凑的布局设计,在有限的占地面积内,存储容量比传统仓库提升了 5 - 8 倍。这种高效的空间利用方式,不*节省了土地成本,还使得企业能够在有限的场地内存储更多的货物,满足业务快速发展的需求。同时,智能仓库的布局规划更加科学合理,货物搬运通道和存储区域的设置经过精确计算,确保设备运行顺畅,进一步提高了空间使用效率。智能智能仓库软件智能仓库在多个领域都得到了广泛的应用。

对于制造业企业而言,智能仓库在生产过程中发挥着不可或缺的作用。在原材料存储方面,智能仓库能够对各类零部件进行精细化管理,根据生产计划自动配送原材料至相应工位,实现准时化生产(JIT)。通过与企业的生产管理系统(MES)集成,智能仓库能够实时获取生产进度信息,提前准备好所需的原材料,减少生产线的等待时间,提高生产效率。在成品存储与发货环节,智能仓库能够高效地存储与管理成品,根据销售订单快速完成成品的出库与发货。此外,智能仓库还能对生产过程中的在制品进行合理存储与流转,优化生产流程,降低生产成本,为制造业企业的精益生产提供有力支持。
智能仓库的建设是一项复杂的系统工程,需要专业的规划、设计与实施团队。从项目前期的需求调研、功能规划,到中期的设备选型、系统集成,再到后期的安装调试、人员培训,每个环节都至关重要。专业团队会根据企业的业务特点、货物特性、预算等因素,量身定制智能仓库解决方案。例如,针对快消品行业,设计高效的分拣与存储系统;为汽车零部件企业规划精细的物料配送流程。在实施过程中,确保各类智能设备与软件系统无缝对接,实现数据共享与协同作业。同时,提供完善的售后服务,包括系统升级、设备维护、技术支持等,保障智能仓库持续满足企业发展需求。智能仓库图片,自动化仓储。

智能仓库的发展历程与科技的飞速进步紧密相连。早期的仓库管理主要依赖人工操作,效率低下且容易出错。随着计算机技术的兴起,仓库管理系统开始引入信息化手段,实现了库存数据的电子化管理。而后,自动化设备如堆垛机、输送机的应用,初步提升了仓库的作业效率。进入 21 世纪,物联网、大数据、人工智能等新兴技术的蓬勃发展,为智能仓库的诞生奠定了坚实基础。这些技术的融合应用,使得仓库能够实时感知货物的位置、状态以及设备的运行情况,通过数据分析进行智能决策,优化仓储流程。如今,智能仓库已广泛应用于电商、制造业、医药等众多行业,成为推动企业数字化转型和物流升级的关键力量。智能仓库中的仓储机器人技术也在不断进步。贵州罗伯泰克智能仓库
智能仓库的维护保养是确保其正常运行和延长使用寿命的重要工作。贵州罗伯泰克智能仓库
智能仓库的设备健康管理系统为高效运营提供了可靠保障。每台AGV机器人、机械臂和分拣设备都装有振动传感器和温度传感器,实时监测运行状态,系统通过分析这些数据,能预判设备可能出现的故障,比如当机械臂的关节温度异常升高时,系统会发出维护预警,并自动调度备用设备接替工作。维修人员通过AR远程协助系统,可接受总部行家的实时指导,快速定位故障点并完成维修,设备的平均故障间隔时间(MTBF)达到1200小时,较传统设备提升了2倍,而平均修复时间(MTTR)缩短至30分钟,极大降低了因设备故障导致的停机损失。贵州罗伯泰克智能仓库