商机详情 -
四川粉末冶金质量
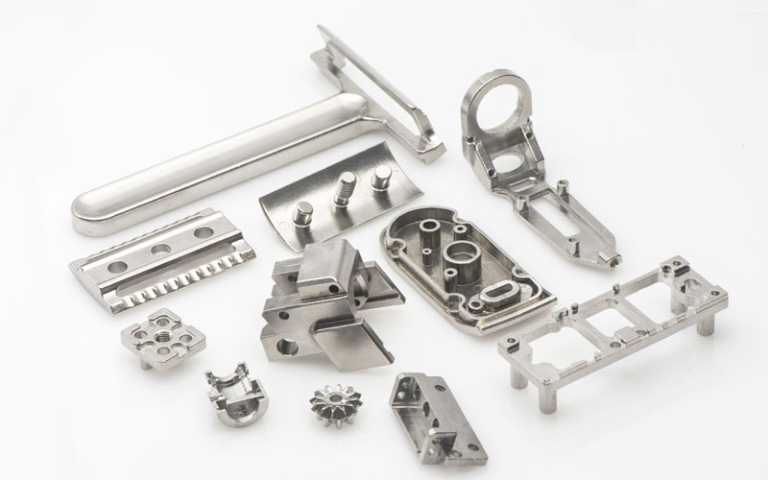
粉末冶金MIM产品的力学性能各方面评估是验证其能否满足苛刻应用要求的关键环节,远不止于简单的硬度测试。除了常规的室温拉伸强度、屈服强度和延伸率测试外,对于许多在动态载荷、高频振动或温度循环环境下工作的结构件,高周疲劳性能和冲击韧性是至关重要的考核指标。得益于其高密度(通常>96%理论密度)和均匀细小的显微组织(避免了传统铸造的偏析和粗大晶粒),MIM零件的疲劳性能通常会优于铸件,并可接近甚至达到同级锻件的水平。为了进一步提升其机械性能,尤其是疲劳强度,通常会采用优化烧结工艺(如采用超固相线烧结以极大化致密度)和进行各种后续热处理(如对17-4PH不锈钢进行H900时效硬化处理以提升强度,对4140钢进行淬火+回火,或对表面进行渗氮、氮碳共渗处理以增强表面硬度和耐磨性,同时在表面引入压应力以提高疲劳寿命)。这些深入的性能优化与验证工作,是确保该粉末冶金技术产品能够在汽车发动机、航空航天作动系统等安全关键领域获得信任并广泛应用的根本基础。粉末冶金技术能够大幅提升材料利用率。四川粉末冶金质量

粉末冶金MIM技术在好的户外装备和运动器材中的应用也日益增多,为其带来性能提升和设计革新。例如,在专业级钓鱼轮中,内部重要的传动齿轮和单向离合器零件,要求极高的精度、耐磨性和耐腐蚀性;在登山扣、攀岩锁中,需要一体化成型的强度高的锁体;在好的自行车的变速指拨、拨链器中,有大量复杂小巧的杠杆和齿轮。MIM技术可以使用不锈钢或钛合金,制造出这些同时要求轻量化、复杂功能的零件,其出色的耐候性和耐久性确保了户外运动装备在恶劣环境下的可靠表现,满足了用户对产品性能的追求。连云港粉末冶金工艺流程粉末冶金常见后处理有渗碳与氮化工艺。

伊比粉末冶金MIM工艺比较合适的优势之一就是尺寸精度高。通常,MIM零件的尺寸公差可控制在±0.3%以内,部分关键尺寸甚至可达到±0.1%。这种高精度源于模具设计和烧结工艺的结合。模具的尺寸需要预留烧结收缩率,而烧结过程中的温度曲线和气氛控制则影响他的零件的一致性。粉末冶金行业通常通过CAE仿真和工艺数据库积累,来预测收缩行为并优化工艺参数。对于消费电子、医疗器械等领域而言,这种高尺寸控制能力是零件能够稳定应用的关键。
催化脱脂是粉末冶金MIM领域一项高效且主流的脱脂技术,特别适用于基于聚醛树脂的粘结剂系统。该过程将生坯置于充满硝酸蒸气的特定加热炉中,在一定的温度下,硝酸气体作为催化剂,能迅速将聚醛树脂选择性地解聚成甲醛气体,从而被快速带走。此方法的优点是脱脂速度快(通常以小时计,而非溶剂脱脂的天数)、坯体不易变形、缺陷少,且可处理较厚壁的零件。然而,它对设备耐腐蚀性和废气处理系统有很高要求,体现了此种粉末冶金工艺在环保和安全方面的特殊考量。粉末冶金结合3D打印推动结构创新。
生坯含有大量粘结剂,需先脱除形成“棕坯”,再经高温烧结实现致密化。粉末冶金常用溶剂、热解与催化三类脱脂路径:溶剂脱脂温和、效率中等;热解适配面广,但易诱发应力;催化脱脂速度快、窗口窄,常配POM体系。脱脂曲线应匹配扩散通道与质量传递,避免表层硬壳与内压裂。烧结阶段在真空或惰性/还原气氛中进行,温度通常为材质固相线的70–90%,通过颈部长大与孔隙闭合提升密度与强度。配合治具支撑、等温保温与受控冷却,可抑制变形。得益于粉末冶金的工艺调控,合格件密度可达96–99%。粉末冶金技术为汽车工业提供强度高的传动齿轮。汕头国内粉末冶金
粉末冶金MIM在3C行业制造手机铰链与精密结构件。四川粉末冶金质量
溶剂脱脂是粉末冶金MIM工艺中另一种常见的脱脂方法,通常作为第一步,用于移除粘结剂体系中可被有机溶剂(如三氯乙烯、庚烷)溶解的组分(通常是石蜡或棕榈蜡)。生坯被浸泡在加热的溶剂中,溶剂渗透到坯体内部,将可溶组分溶解出来,留下一个多孔的骨架结构。这个过程相对温和,但耗时较长(可能需数十小时),且后续需要对溶剂进行回收和处理,以满足环保法规。溶剂脱脂后的零件还需要进行热脱脂,以去除剩余的粘结剂组分,然后完成整个脱脂过程,这种两步法是该粉末冶金技术的常见模式。四川粉末冶金质量
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!