商机详情 -
江苏单工位缩管机如何选择
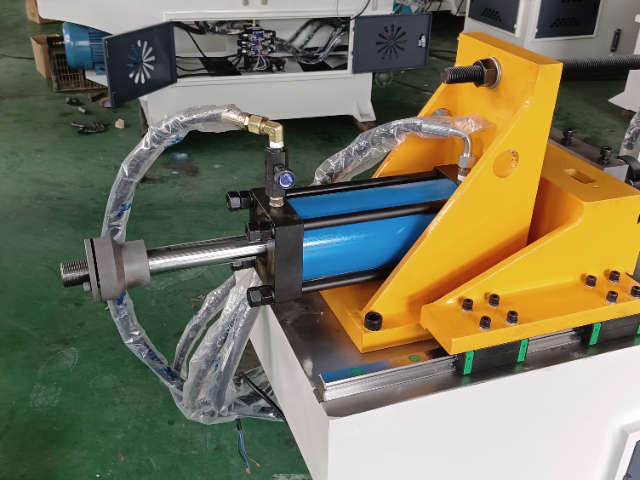
缩管机的机械结构围绕“压力施加”与“尺寸控制”两大关键设计。典型设备由机架、液压系统、模具组件、传动装置及控制系统组成。机架作为基础支撑,需具备高刚性与抗振性,以承受加工过程中的反作用力;液压系统提供稳定的高压动力,通过油缸推动模具运动,实现管材的渐进式压缩;模具组件是关键执行部件,其内腔形状直接决定管材的之后尺寸与表面质量,通常采用高硬度合金钢制造,并经过精密研磨与热处理;传动装置负责将液压能转化为模具的直线或旋转运动,部分高级机型采用伺服电机驱动,实现更高精度的位移控制;控制系统则整合传感器与逻辑单元,实时监测压力、位移等参数,确保加工过程符合预设工艺要求。工作原理上,缩管机通过模具的逐步闭合对管材施加径向压力,金属在三向压应力状态下发生塑性流动,之后形成与模具内腔匹配的形状。这一过程中,摩擦力的控制至关重要,过高的摩擦会导致管材表面划伤或加工力激增,因此模具表面常镀有耐磨涂层或采用润滑剂降低摩擦系数。缩管机配备高精度模具,保证缩管尺寸一致性与重复性。江苏单工位缩管机如何选择

模具是缩管机的易损件,其磨损状态直接影响加工质量与成本。模具磨损主要分为磨粒磨损、粘着磨损和疲劳磨损三种类型:磨粒磨损由管材表面氧化皮或杂质引起,表现为模具内壁出现细小划痕;粘着磨损发生在高温高压条件下,管材与模具材料发生局部熔焊,剥离时留下凹坑;疲劳磨损则因长期交变应力导致模具表面产生裂纹并扩展。针对不同磨损类型,需采取差异化维护策略:日常使用中,每次加工前用软布擦拭管材表面,去除氧化皮和油污,减少磨粒磨损;定期对模具进行抛光处理,消除粘着磨损产生的凹坑,恢复表面光洁度;当模具出现疲劳裂纹时,需立即停用并更换新模具,避免裂纹扩展导致模具断裂。此外,建立模具使用档案,记录每次加工的管材材质、缩径量、加工时长等参数,为模具寿命评估提供数据支持。山东碳钢缩管机解决方案缩管机在消费电子液冷散热管连接部位加工中要求高。

缩管机的操作规范直接关系到加工质量与人员安全。操作前需检查设备各部件是否完好,包括液压油位、模具固定螺栓、电气线路连接等,确保无松动或泄漏现象。管材装夹时,应使用专门用于卡盘或V型铁,确保管材轴线与模具中心线重合,偏差不超过0.1mm,否则会导致缩径后管材弯曲或壁厚不均。加工过程中,操作人员需佩戴防护眼镜和手套,避免液压油喷溅或管材碎屑飞溅造成伤害。严禁在设备运行时触摸运动部件或调整模具,如需中途停机,应先按下急停按钮,待液压系统完全泄压后再进行操作。加工完成后,需清理模具内残留的金属屑,并涂抹防锈油,防止模具生锈影响下次使用。定期维护方面,建议每500小时更换液压油,每1000小时检查齿轮箱润滑情况,确保设备始终处于较佳工作状态。
缩管机的操作流程涵盖管材装夹、模具选择、参数设定、缩径加工与质量检测五个环节。管材装夹需确保轴线与模具中心线重合,否则会导致缩径后管材弯曲或壁厚不均,通常采用V型块或气动夹具实现快速定位。模具选择需综合考虑管材材质、外径与目标尺寸,例如缩径比超过30%时,需采用多段缩径工艺,分步减小管径以避免材料开裂;对于异形管材,则需定制专门用于模具,确保形变后截面形状符合设计要求。参数设定包括压力、速度与保压时间,压力直接影响缩径量,速度决定加工效率,保压时间则确保材料充分形变,操作人员需通过试样加工验证参数合理性,再批量生产。质量检测依赖千分尺、圆度仪等工具,对缩径后的管材进行外径、圆度与壁厚均匀性检测,确保产品符合工艺标准。缩管机是现代管路系统实现高效、可靠连接密封的关键加工设备。
缩管机作为金属加工领域的关键设备,其关键功能在于通过机械力对金属管材进行径向压缩,实现管径的准确调整。这一过程并非简单的尺寸缩小,而是涉及材料力学、摩擦学与精密控制的综合应用。在操作中,缩管机通过模具与管材的相互作用,使金属在压力下发生塑性变形,同时保持管壁厚度的相对稳定。其基础作用体现在满足多样化管材连接需求——无论是管道系统中的对接、套接,还是机械结构中的嵌套配合,缩管机都能通过调整管径实现紧密连接,避免因尺寸不匹配导致的泄漏或松动。此外,缩管工艺还能增强管材的局部强度,通过冷加工硬化提升其抗压、抗弯性能,延长使用寿命。这种多功能性使缩管机成为汽车制造、航空航天、建筑管道等行业的标配设备,其加工精度直接影响之后产品的质量与安全性。缩管机可实现多段缩口同步编程与自动定位加工。辽宁小型缩管机在线询价
缩管机在电子散热器与热管集成部位加工中发挥作用。江苏单工位缩管机如何选择
模块化设计是缩管机提升生产灵活性的重要手段。通过将设备划分为动力模块、传动模块、模具模块与控制模块,用户可根据生产需求快速组合不同模块,实现设备功能的定制化。例如,小型企业可选择基础动力模块与标准模具模块,满足常规管材加工需求;大型企业则可升级至高性能动力模块与多工位模具模块,实现高速、多品种生产。模块化设计还简化了设备维护与升级流程,当某一模块出现故障时,可快速更换备用模块,减少停机时间;当生产需求变化时,只需更换部分模块即可扩展设备功能,降低企业设备更新成本。这种“乐高式”的设计理念,使缩管机能够更好地适应市场动态变化。江苏单工位缩管机如何选择