商机详情 -
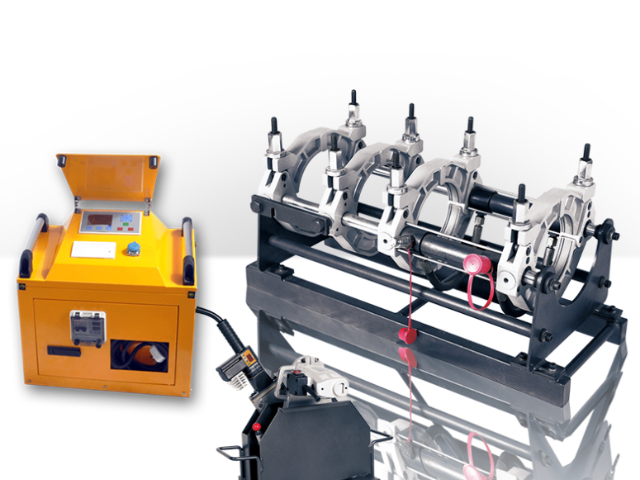
云南厂家直销全自动热熔对接机国家标准
通过精确温度和时间,以及充分的焊接前准备,热熔焊接机能够实现管道的无缝连接,从而提升管道系统的安全性和稳定性。随着技术的不断进步,我们有理由相信,热熔焊接机将在未来的管道连接领域中发挥更加重要的作用。在选择和使用热熔焊接机时,用户应充分考虑其性能、稳定性和易用性,并结合实际需求进行合理选择。同时,掌握正确的操作方法和焊接技巧也是确保焊接质量的关键。通过不断优化焊接工艺和提升操作人员的技能水平,我们可以更好地利用热熔焊接机,为塑料管道的连接提供更为可靠解决方案。品质全自动热熔对接机供应选世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦!云南厂家直销全自动热熔对接机国家标准

焊接实施阶段预热阶段:加热板向前移动,将两根管材端面压紧并开始加热。温度传感器实时反馈温度变化,控制系统根据预设曲线调整加热功率。吸热阶段:当温度达到设定值后,进入吸热阶段。此时加热板保持位置不变,继续传递热量使管材端面充分熔融。压力系统开始施加预压力,促进熔融层增厚。转换阶段:加热板快速撤回,同时施加全额焊接压力。两根管材的熔融面在压力作用下紧密结合,完成分子扩散过程。此阶段时间极短,通常不超过5秒。冷却阶段:保持焊接压力不变,启动冷却系统对焊接区域进行强制降温。冷却速率根据材料特性自动调节,防止因骤冷导致的开裂。福建国产全自动热熔对接机厂家品质全自动热熔对接机供应,就选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!
管道夹紧与对齐阶段:首先将待连接的两根塑料管道分别固定在设备的固定夹具和移动夹具上。设备的夹紧系统采用液压或机械夹紧方式,确保管道在后续操作中不会发生位移。随后,对齐系统通过高精度的导向机构和位移传感器,调整两根管道的同轴度,使管道的端面完全对齐,偏差控制在规定范围内(通常不超过 0.1mm)。这一步是保证对接质量的基础,若管道对齐偏差过大,会导致后续加热不均匀,对接接头出现应力集中,影响使用寿命。端面铣削阶段:管道对齐后,启动铣削装置,利用高速旋转的铣刀对两根管道的端面进行铣削加工。铣削的目的是去除管道端面的氧化层、杂质以及切割时产生的毛刺,使管道端面达到平整、光滑、垂直于管道轴线的要求。铣削过程中,设备会自动控制铣刀的进给速度和切削深度,确保铣削后的端面粗糙度符合工艺标准(一般 Ra 值不超过 3.2μm)。铣削完成后,移开铣刀,此时需注意保持管道端面的清洁,避免二次污染。
常见故障及处理方法:在使用全自动多角度熔接机的过程中,可能会出现一些常见的故障。例如,设备无法启动可能是由于电源故障、急停按钮未复位或控制器故障等原因引起的。此时,应首先检查电源是否正常,急停按钮是否处于松开状态,如果这些都没有问题,再检查控制器是否有报警信息,并根据报警提示进行排查。又如,熔接质量不佳可能是由于温度设置不当、压力不足或传感器故障等原因造成的。针对这种情况,可以先检查温度和压力参数是否正确,然后检查传感器是否正常工作,逐步找出问题所在并进行解决。需要品质全自动热熔对接机供应建议选择世旼伟德(无锡)机械制造有限公司!

加热板温度控制是焊接质量的关键。现代设备采用以下技术保障精度:PTFE防粘涂层:加热板表面覆盖聚四氟乙烯涂层,耐温达260℃且不粘附熔融塑料,确保端面平整。分区**控温:大型加热板(如630mm口径机型)划分为3-5个温控区,通过热电偶实时反馈温度,消除局部过热或欠温现象。快速弹起结构:加热板完成加热后,通过气缸或电机驱动自动弹出,切换时间≤3秒,减少温度损失。例如,八达机型在225℃加热完成后,弹出过程温度下降只2-3℃,远优于行业标准的≤5℃。品质全自动热熔对接机供应,选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!新疆车间全自动热熔对接机制造商
品质全自动热熔对接机供应,请选世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦!云南厂家直销全自动热熔对接机国家标准
控制器:控制器是全自动多角度熔接机的“大脑”,负责整个设备的运行控制和逻辑管理。常见的控制器有可编程逻辑控制器(PLC)和工业计算机(IPC)。PLC具有可靠性高、抗干扰能力强、编程简单等优点,适用于大多数常规的熔接控制任务;而IPC则具有更强的数据处理能力和图形化界面,适合复杂的工艺控制和人机交互要求较高的场合。控制器接收来自操作人员的指令和各种传感器的信号,按照预设的程序控制设备的各个环节动作,如加热时间、压力大小、移动速度等。云南厂家直销全自动热熔对接机国家标准