商机详情 -
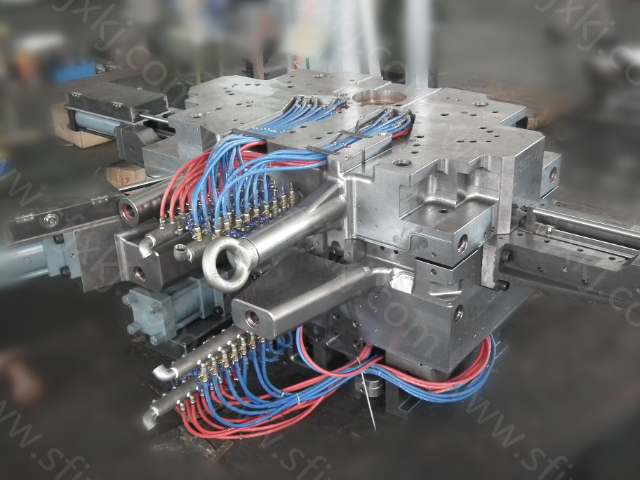
宁波高精度压铸模具系统
精益制造的“伙伴”精益制造的重要是消除浪费、提升价值。压铸模具,正是实现精益制造的理想“伙伴”。其“近净成形”的特性,比较大限度地减少了原材料浪费(浇注系统可回收),降低了切削加工的能耗和刀具损耗。高精度的模具确保了产品的一致性,减少了因尺寸超差导致的返工和报废,提升了良品率。稳定的模具性能保障了生产节拍的恒定,有利于生产计划的精确排程和JIT(准时制)供应。此外,大型一体化压铸件的应用,能明显减少零件数量和后续的焊接、铆接、涂胶等组装工序,简化了物流和装配流程,降低了整体制造复杂性。从设计源头优化,通过模具实现功能集成,本身就是一种深层次的精益思想。选择品质高的压铸模具,意味着选择了更少的浪费、更高的效率和更低的综合成本,是企业践行精益制造、提升运营效率的关键一环。针对汽车配件定制,耐高温高压,保障使用安全。宁波高精度压铸模具系统

压铸模具设计的重要性在压铸模具领域,设计是基石。从同行网站案例及知乎专业讨论可知,好的设计能决定模具寿命、铸件质量与生产效率。上海神富机械科技有限公司高度重视设计环节,我们的设计团队会依据客户需求与铸件特性,运用先进软件进行模拟分析。例如,在设计汽车铝合金轮毂压铸模具时,需精确考虑金属液流动路径、浇口与溢流槽位置。合理的浇口设计能让金属液平稳填充型腔,避免紊流与气孔产生;恰当的溢流槽可排出型腔中的气体与冷料,提升铸件致密度。出色的设计不*能减少后续调试时间,还能降低生产成本,为客户创造更大价值,这也是我们在市场中脱颖而出的关键因素之一。 宿迁铝合金压铸模具解决方案支持小批量试产,参数灵活调整,应对市场变化。
挑战极限的“攀登者”制造领域永远存在“极限”的挑战:更薄的壁厚、更复杂的结构、更高的强度、更长的寿命。压铸模具的工程师们,正是不断向这些极限发起冲击的“攀登者”。他们挑战着材料的热疲劳极限,通过创新的冷却设计和表面涂层延长模具寿命;他们挑战着充型的物理极限,利用模拟优化流道和排气,确保薄壁区域(<1mm)也能完整填充;他们挑战着尺寸精度的极限,采用超精密加工和在线监控,实现微米级的控制;他们挑战着集成度的极限,推动大型一体化压铸技术,将数十个零件合而为一。每一次技术突破,都伴随着巨大的风险和投入,但成功后的回报是**性的。正是这些“攀登者”的不懈努力,推动了压铸技术的进步,为各行业带来了性能更强、成本更低、更环保的新产品。他们是制造业背后真正的英雄。
压铸模具在3C产品制造中的应用3C产品制造对压铸模具需求增长迅速。从小红书行业动态及知乎科技制造板块可知,随着3C产品轻薄化、小型化趋势,压铸模具需满足高精度、小型化与复杂结构制造需求。在上海神富机械科技有限公司承接的手机铝合金外壳压铸模具项目中,要实现高精度尺寸控制,确保外壳装配精度。模具制造过程中,采用微铣削、电火花精微加工等先进技术,加工出微小的装饰纹理与精密结构。同时,为适应3C产品更新换代快的特点,我们优化模具设计与制造流程,缩短开发周期,快速响应客户需求,助力3C产品制造商提升市场竞争力。 轻量化铸件利器,助力新能源领域降重需求。

在现代制造业中,压铸模具作为关键一环,正凭借其优越性能,为众多行业的产品制造提供坚实支撑,成为提升产品质量与生产效率的有力保障。压铸模具的首要优势在于极高的成型精度。以汽车零部件制造为例,某汽车品牌在生产发动机缸体时,采用的压铸模具能够将关键尺寸的公差控制在极小范围,可精确到±毫米。这使得缸体各部分配合精确,有效提升了发动机的性能与稳定性,减少了因尺寸偏差导致的装配问题,产品一次合格率从以往的85%提升至95%。在复杂结构成型方面,压铸模具表现出色。在医疗器械领域,一些手术器械的零部件结构复杂,对精度和表面质量要求极高。压铸模具通过巧妙的设计,能够一次性成型带有精细凹槽、微孔等结构的部件,且表面光洁度良好,减少了后续繁琐的加工工序。如一款新型骨科手术钳,使用压铸模具制造后,生产周期缩短了30%,同时满足了医疗行业严苛的卫生与精度标准。压铸模具的耐用性也经过了市场考验。在3C产品外壳制造中,由于生产批量大,对模具寿命要求高。某电子制造企业使用的压铸模具,采用特殊合金材料与热处理工艺,可承受超10万次的压铸循环,相比普通模具寿命延长了50%。这不*降低了模具更换频率,减少了停机时间,还降低了生产成本。 高温合金压铸模,耐受 600℃以上,性能稳定可靠。浙江高效压铸模具生产厂家
小型精密压铸模具,细节处理到位,适用于钟表零件压铸,精致度高.宁波高精度压铸模具系统
在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。宁波高精度压铸模具系统