商机详情 -
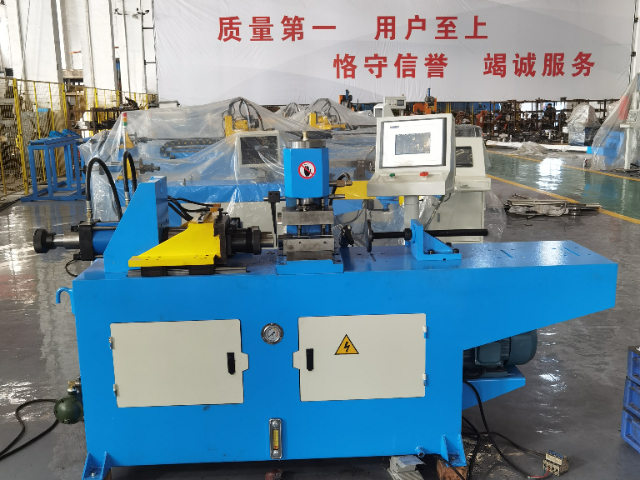
河北不锈钢缩管机多少钱一台
在能源效率方面,缩管机通过优化动力系统与传动机构的设计,减少能量损耗。液压系统采用变量泵技术,根据加工需求实时调整输出流量,避免空载时的能量浪费;电动系统则通过伺服电机与变频器的配合,实现转速与扭矩的准确匹配,进一步降低能耗。环保特性上,缩管机在加工过程中不产生有害气体或液体排放,符合绿色制造标准。对于液压油泄漏问题,现代设备采用密封性能更好的液压元件,并配备油液回收装置,将泄漏油液过滤后循环使用,减少资源浪费。此外,缩管加工无需添加化学试剂或消耗大量水资源,与切割、焊接等工艺相比,对环境的负面影响明显降低,符合可持续发展的产业趋势。缩管机通过智能诊断提前预警潜在故障与维护需求。河北不锈钢缩管机多少钱一台

随着工业4.0与智能制造的推进,缩管机的技术演进聚焦于自动化、智能化与数字化三大方向。自动化方面,现代缩管机集成自动上料、定位与下料系统,通过机械臂与传送带的协同作业,实现无人化连续生产,大幅降低人工成本;智能化则体现在自适应控制技术的应用,设备通过传感器实时监测压力、位移与温度等参数,自动调整工艺参数以应对材料波动,确保加工稳定性;数字化方面,缩管机配备人机交互界面与数据管理系统,操作人员可通过触摸屏输入工艺参数,设备则自动生成加工日志与质量报告,为生产追溯与工艺优化提供数据支持。此外,远程监控与故障诊断功能的加入,使设备维护从“事后维修”转向“预防性维护”,进一步提升了设备利用率。操作优化方面,模块化设计成为趋势,用户可根据生产需求快速更换模具与夹具,缩短设备换型时间,适应多品种、小批量的生产模式。郑州单工位缩管机缩管机在智能家居控制系统气动管路加工中发挥作用。
缩管机运行过程中产生的噪音主要来自液压泵、电机和模具与管材的摩擦,长期暴露于高噪音环境会损害操作人员听力,因此噪音控制是环保设计的重要环节。降噪措施包括:在液压泵和电机外安装隔音罩,采用吸音棉填充罩体内部,降低空气传播噪音;优化模具结构,减少加工过程中的冲击振动,例如在模具内壁开设减震槽,通过改变振动波传播路径降低噪音辐射;在设备底座安装减震垫,阻断振动向地面的传递,减少结构传播噪音。环保设计方面,需配置油雾收集装置,通过负压吸附将加工过程中产生的油雾吸入过滤系统,经多级过滤后排放,确保车间空气质量符合GBZ 2.1-2019标准;同时,设备外壳采用可回收材料制造,便于报废后拆解回收,减少环境污染。
质量控制是缩管机生产流程中的关键环节,需从原材料检验、加工过程监控到成品检测进行全链条管理。原材料方面,管材的化学成分、力学性能及表面质量需符合相关标准,通过光谱分析、拉伸试验等手段进行严格检测。加工过程中,通过在线测量系统实时监测管径、圆度及壁厚等参数,确保每一工序的加工精度;同时,采用统计过程控制(SPC)方法,对关键参数进行数据分析,及时发现并纠正偏差。成品检测则包括尺寸测量、压力测试及无损检测(如超声波检测、X射线检测),以验证管件的密封性、强度及内部缺陷情况。对于不合格品,需通过追溯系统定位问题环节,并采取返工或报废措施,防止不合格品流入下一工序或客户手中。缩管机可实现缩管端面的高一致性与密封性。

缩管机的操作流程涵盖管材装夹、模具选择、参数设定、缩径加工与质量检测五个环节。管材装夹需确保轴线与模具中心线重合,否则会导致缩径后管材弯曲或壁厚不均,通常采用V型块或气动夹具实现快速定位。模具选择需综合考虑管材材质、外径与目标尺寸,例如缩径比超过30%时,需采用多段缩径工艺,分步减小管径以避免材料开裂;对于异形管材,则需定制专门用于模具,确保形变后截面形状符合设计要求。参数设定包括压力、速度与保压时间,压力直接影响缩径量,速度决定加工效率,保压时间则确保材料充分形变,操作人员需通过试样加工验证参数合理性,再批量生产。质量检测依赖千分尺、圆度仪等工具,对缩径后的管材进行外径、圆度与壁厚均匀性检测,确保产品符合工艺标准。缩管机通过模具挤压实现管端缩口、缩径或变径的加工目的。浙江缩管机订购
缩管机在工程机械液压系统管路预制中发挥关键作用。河北不锈钢缩管机多少钱一台
缩管机的安全操作是保障生产效率与人员健康的关键。操作前需对设备进行全方面检查,包括液压油位、电气线路连接及模具紧固状态,确保无漏油、短路或松动现象。加工过程中,操作人员需佩戴防护眼镜、手套及防砸鞋,避免金属碎屑飞溅或模具意外脱落造成的伤害。同时,设备周边需设置安全光栅或急停按钮,一旦检测到异常位移或压力超限,立即触发停机机制。维护方面,缩管机需定期更换液压油和滤芯,防止杂质进入系统导致元件磨损;模具表面需定期抛光并涂抹防锈油,以延长使用寿命并保持加工精度。对于长期停用的设备,需将模具拆卸后涂油封存,并切断电源以避免电气元件受潮损坏。此外,建立设备档案,记录每次维护的时间、内容及更换的零部件,有助于追溯问题根源并优化维护计划。河北不锈钢缩管机多少钱一台