商机详情 -
曲靖全自动CCD平面与尺寸检查机厂家直销
多路巡检仪故障排查方法多路巡检仪常见故障及排查方法如下。定点不检测,如无采样脉冲,检查采样振荡器及其控制管有无故障,电铃单稳是否正常;如有采样脉冲,检查采样板个位十进制计数器及其触发电路。采样点序不正常,个位只显示奇数点或偶数点,检查奇数或偶数反相器。十位停在一点不进位,检查采样板十位四进制计数器级双稳电路及十位译码器第二组、第四组二极管性能是否正常。采样点序正常,某一数字不亮检查是否数码管损坏或该位数字驱动器损坏。后一情况若是十位,尚应检查相应的跟随器。采样点序正常个位或十位有重字或某一位数有微亮检查相应的译码器二极管是否断开,驱动三极管是否损坏(或特性变坏)干簧矩阵隔离二极管是否变坏,分组检查二极管性能是否变坏,多路巡检仪的驱动器上隔离二极管性能是否变坏。紧凑设计省空间,轻松融入生产线,不影响原有布局。曲靖全自动CCD平面与尺寸检查机厂家直销
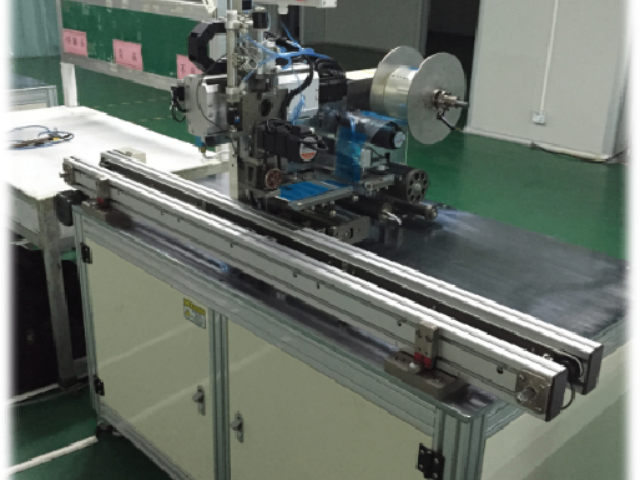
全自动 CCD 平面与尺寸检查机在风力发电机主轴轴承座检测中发挥重要作用,其采用的大型龙门式检测结构可适应长达 3 米的轴承座检测需求,通过激光扫描与 CCD 相机组合,测量轴承座的内孔直径、圆度、端面平面度及安装孔位尺寸,识别内孔表面的铸造缺陷与加工划痕。设备的温度补偿系统能实时修正环境温度变化对测量精度的影响,确保在车间温度波动 ±5℃的情况下,测量误差仍控制在 5μm 以内,每小时可检测 2 个轴承座。检测数据与主轴的装配参数关联,优化轴承座的镗孔工艺,提升轴承与座孔的配合精度,减少风力发电机运行时的振动与噪音,延长轴承的使用寿命,降低风电设备的维护成本。曲靖全自动CCD平面与尺寸检查机厂家直销陶瓷件检测无压力,测平面度与尺寸,适配电子陶瓷生产。
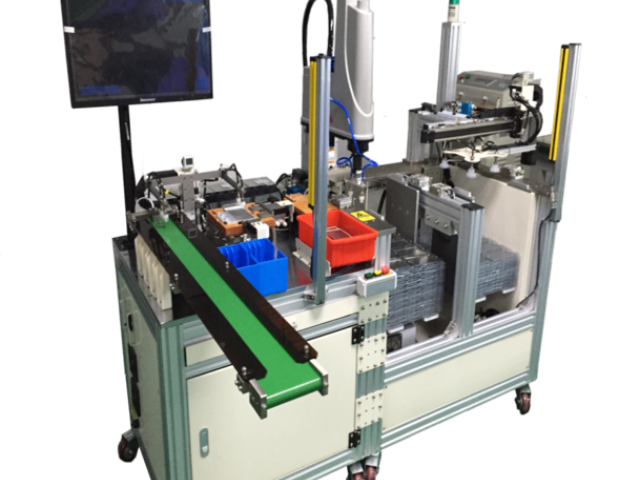
实时在线检测功能是全自动 CCD 平面与尺寸检查机保障产品质量的重要手段。在产品生产过程中,检查机与生产线紧密配合,对每一个下线的产品进行实时检测。一旦发现产品的平面度或尺寸超出预设标准,设备会立即发出警报,并通过自动分拣系统将不合格产品分离出来。这种及时的质量监控,能够有效避免不合格产品流入下一道工序,减少因批量不合格产品带来的损失。同时,实时检测数据还可以反馈给生产环节,帮助操作人员及时调整生产参数,优化生产工艺,从源头上提高产品质量。实时在线检测功能让质量控制贯穿整个生产过程,实现了对产品质量的动态管理。
智能化的数据分析功能使全自动 CCD 平面与尺寸检查机不仅是一台检测设备,更是企业质量改进的有力助手。设备对大量检测数据进行深度分析,能够挖掘出数据背后隐藏的质量信息。通过统计分析,企业可以了解产品质量的分布情况,找出质量波动较大的环节和影响产品质量的关键因素;利用趋势分析,预测产品质量的变化趋势,提前采取预防措施;进行相关性分析,发现不同生产参数与产品质量之间的关联关系,优化生产工艺。此外,数据分析结果还可以生成直观的图表和报告,为企业管理人员提供决策依据。通过持续的数据分析和质量改进,企业能够不断提升产品质量水平,增强市场竞争力。选全自动 CCD 平面与尺寸检查机,为生产提供可靠尺寸依据。

尺寸参数:在此部分,操作人员可以输入被检测物体的标准尺寸范围,包括长度、宽度、高度、直径等具体尺寸参数。系统会根据这些设定的标准尺寸范围来判断被检测物体的尺寸是否合格。例如,对于一个圆形零件,需要设置其直径的上下限;对于一个矩形零件,则需要设置长、宽的允许偏差范围等5。平面度参数:平面度是衡量物体表面平整程度的重要指标。在该设置区域,操作人员可以设定平面度的允许误差范围。系统会根据 CCD 采集到的图像信息,对物体的平面度进行分析和计算,并与设定的参数进行比较,以判断平面度是否符合要求。检测精度设置:根据不同的检测需求和物体的特性,操作人员可以调整检测的精度级别。较高的精度级别可以更准确地检测出微小的尺寸偏差和平面度误差,但同时也会增加检测的时间和系统的运算负荷。因此,需要根据实际情况进行合理的精度设置高效智能的全自动 CCD 检查机,助力平面与尺寸检测高效完成。曲靖全自动CCD平面与尺寸检查机厂家直销
高效运作的全自动 CCD 检查机,助力平面尺寸检测更上一层楼。曲靖全自动CCD平面与尺寸检查机厂家直销
在钟表零件生产中,全自动 CCD 平面与尺寸检查机保障零件精度与质量。设备针对钟表零件的微小、精密特点,采用显微视觉检测技术,配备高分辨率 CCD 相机与长工作距离物镜,可对钟表齿轮、游丝、擒纵叉等零件的平面度、尺寸精度、表面光洁度等进行检测。其纳米级测量系统能够精确控制零件尺寸公差。自动上料机构采用振动盘与精密导轨配合,确保零件有序送料。智能摆盘模块支持防静电托盘,防止零件因静电吸附灰尘。设备的检测软件具备自动对焦与图像增强功能,可清晰捕捉零件细节。同时,设备支持多批次零件的连续检测,通过条码扫描自动切换检测程序,提高钟表零件生产效率与质量一致性。曲靖全自动CCD平面与尺寸检查机厂家直销