商机详情 -
PCD超精密MLCC
微泰半导体流量计精密元件半导体流量计的精密组件,可精确测量半导体制造过程中使用的各种气体和液体的流量,并提供实时数据来严格控制该过程。由主体(Body)、叶片(impeller)、钨轴和钎焊轴组成。铝、不锈钢(SUS304、SUS316)、聚甲醛(POM)、可采用聚醚醚酮(PEEK)材料加工,提供1/2"、3/4"、1"、11/4"尺寸。模组型产品尺寸:1/2英寸、9/4英寸、1英寸、11/4英寸材料:AL6061,SUS304,SUS316,POM,PEEK零件包括:主体、叶片、钨轴和钎焊轴。半导体流量计适用于半导体设备的流量计,具有高精度的流量检测功能,能够承受从低到高的温度变化,并能将传感器和转换器等部件降到比较低,从而提高空间利用率。超精密加工的刀具磨损需实时监测,避免因刀具损耗影响加工精度。PCD超精密MLCC
超精密
(4)超精密机电系统器件加工。微机电系统(ME—MS)是从集成电路制造技术发展起来的新兴机电产品,如微小型传感器、执行器等。硅光刻技术、LIGA技术和其它微细加工技术的生产设备、检测设备都是超精密加工的产品。超精密加工技术的发展及分析超精密加工技术是以高精度为目标的技术,它必须综合应用各种新技术,在各个方面精益求精的条件下,才有可能突破常规技术达不到的精度界限,达到新的高精度指标。近20年来超精密加工技术在以下几个方面有很大的进展:①超精密加工机床技术;②超精密加工刀具及加工工艺技术;③超精密加工的测量与控制技术;④超精密加工环境控制(包括恒温、隔热、洁净控制等)。超精密加工机床的设计与制造技术超硬超精密颗粒面膜板激光微加工属于超精密加工范畴,可实现微小结构的高精度成型。
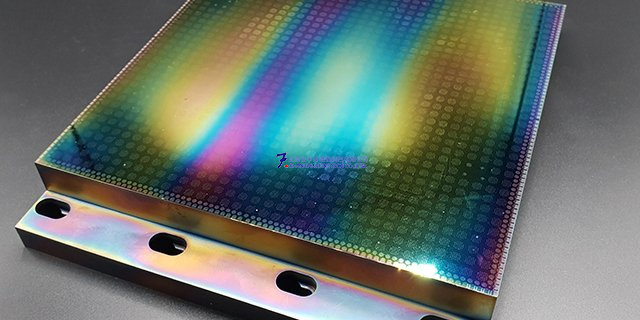
微泰,利用自主自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。有三星电子,三星电机等诸多企业的业绩,四百四十毫米平面方板,平坦度可以做到5微米以下,表面粗糙度RA达0.01微米以下,可以钻20微米的孔,圆度可以达到95%以上,可以加工不同形状和尺寸的微孔,MAX可处理八十万个微孔,刀具方面,刀锋可以加工到0.2微米厚度,刀片对称度到达3微米以下,刀片边缘线性低于5微米以下。我们特别专注于生产需要高难度、高公叉、高几何公叉的产品,超精密零件,包括耗散零件、喷嘴、索引表和夹钳,以及用于MLCC和半导体领域的各种精密零件,真空板。可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷,刀具,刀片,超高精密治具,镜头切割器和刀具CL切割器、TCB拾取工具、折叠芯片模具、摄像头模组的拾取工具,治具。特别是超薄,超锋利的镜头切割器,光滑无毛边地切割塑料镜片的浇口,占韩国塑料镜头切割刀具90%以上的市场,精密要求极高的摄像机传感器与IC、PCB进行热压接合用治具,也占韩国90%以上市场。有问题请联系上海安宇泰环保科技有限公司总代理
微泰利用先进的飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。用于半导体加工真空板薄膜真空板倒装芯片工艺真空块MLCC贴合用真空板薄膜芯片粘接工具,镜头模组组装治具。用自主自主技术,飞秒激光螺旋钻孔系统,加工出来的微孔不同于连续波激光,纳秒激光,皮秒激光加工出来的微孔,平整,热变形和物理变形很小,可以做到,1.孔径至少为20微米2.能够加工MIN0.3微米孔距3.MLCC贴合真空板4.在一块真空板上,能够处理多达八十万个孔5.各种形状的孔6.同一截面的不规则孔7.可混合加工不规则尺寸的孔有问题请联系,上海安宇泰环保科技有限公司超精密加工的表面完整性包括粗糙度、残余应力等,影响零件使用性能。

微泰提供半导体精密元件精密制造和供应机械设备(包括半导体生产设备、生物电池、新能源电池、航空航天和罗机器人)所需的所有精密部件和模型。根据客户的需求,提出改进功能的想法和设计,以及生产、质量控制和检测系统的高效集成基础设施、材料和部件。通过与国内外设备制造商的合作,我们能够以高速度、高质量和有竞争力的优化成本提供客户满意的产品。尺寸:MCT5~6.5英寸。CNC6~10英寸,旋铣材料:AL5052,AL6061,AL7075,SUS304,SUS316,SUS630,Copper,Tungsten,Titanium,Monel,POM,PEEK。半导体精密元件特性:保持严格的公差,因此零件的制造非常精确,并需要高加工能力,以便与指定公差的偏差小。在整个加工过程中进行严格的质量控制,识别和纠正零件的规格和偏差,从而制造出高质量的精密零件。超精密加工的测量需借助激光干涉仪等精密仪器,确保结果准确可靠。超快激光超精密刀具制造
加工环境的洁净度对超精密加工至关重要,避免尘埃颗粒造成表面划伤。PCD超精密MLCC
精密和超精密磨削精密、超精密加工发展初期,磨削这种加工方法是被忽略的,因为砂轮中磨粒切削刃高度沿径向分布的随机性和磨损的不规则性限制了磨削加工精度的提高。随着超硬磨料砂轮及砂轮修整技术的发展,精密、超精密磨削技术逐渐成形并迅速发展。金属结合剂超硬磨料砂轮硬度高、强度大、保形能力强、耐磨性好,往往为精密和超精密磨削、成形磨削所采用。多层金属结合剂超硬砂轮在实际使用过程中遇到的突出问题是:磨料把持力低、易脱落;磨粒出刃难、出刃后出刃高度难以保持;磨料分布随机性强。针对磨粒把持力弱的问题,在磨粒表面镀上活性金属,通过活性金属与磨料和结合剂的化学反应与扩散作用,提高结合剂对磨料的把持力,如此诞生了镀衣砂轮。为解决磨粒出刃难的问题,引入孔隙结构诞生了多孔金属结合剂砂轮。电镀、高温钎焊砂轮对上述三个方面都有改善,这些新型超硬磨料砂轮均出现于20世纪90年代。PCD超精密MLCC