商机详情 -
广东便携铣打机
智能工艺优化系统,实现加工参数自适应匹配设备配备先进的智能工艺优化系统,内置超过1000种材料加工参数数据库,可根据工件材料特性自动推荐比较好切削参数。系统通过实时负载监测,动态调整进给速率,有效避免刀具过载损坏。加工过程三维仿真模块可在实际加工前验证程序正确性,智能防撞系统实时监测各轴位置,预防设备碰撞事故。独特的声发射检测系统能识别刀具磨损状态,提前预警并自动调整切削参数,确保加工质量持续稳定。这套智能系统使设备操作门槛降低,新操作员经过短期培训即可胜任复杂工件的加工任务。集成自动化上下料接口,轻松嵌入生产线,实现无人化操作。广东便携铣打机
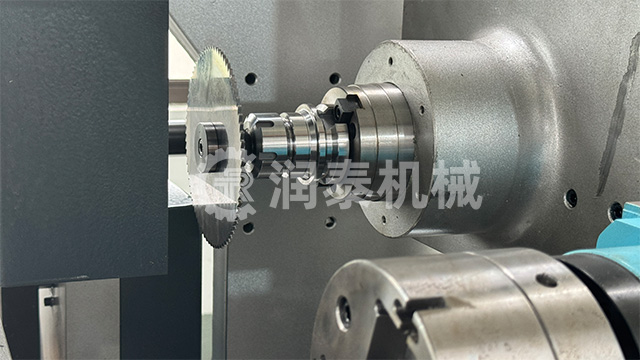
铣打机
创新热变形补偿技术,保障长期加工精度,设备采用创新的多点多维度热误差补偿系统,通过分布在床身、主轴、导轨等关键部位的32个温度传感器,实时监测温度场变化。基于深度学习算法建立的热变形预测模型,能够提前预判并补偿因温升导致的位置偏差。在实际测试中,连续运行24小时后,设备定位精度仍能保持在±0.008mm以内,有效解决了长期加工中的精度漂移问题。这一突破性技术确保了设备在长时间连续作业下仍能保持稳定的加工精度,特别适合批量生产等度加工场景。精密加工铣打机去毛刺柔性制造,快速换型:程序化控制,可存储多种工件加工方案,切换产品时只需调用程序,快速适应混线生产。
全自动铣面打孔机是智能制造的最佳实践者。整机集成六关节机器人自动上下料系统,配备机器视觉定位装置,可自动识别工件并补偿定位误差。智能生产管理系统能够实时监控设备运行状态,自动生成加工报表,预测维护周期。通过工业物联网网关,设备可与MES系统深度集成,实现生产数据云端同步。用户可通过移动终端远程监控加工过程,接收异常报警,真正实现了"无人值守"的智能化生产模式,大幅提升了生产管理效率。面对多品种、小批量的现产特点,本设备展现出的柔性加工能力。配备24工位刀库,支持不同类型铣刀、钻头、丝锥的自动识别与调用。通过CAD/CAM系统直接导入三维模型,自动生成加工路径,快速完成产品换型。工作台承重达800kg,行程范围覆盖2000×1200×800mm,可满足大中型工件的加工需求。独特的五轴联动选配功能,更可实现对复杂曲面工件的加工,极大地拓展了设备应用范围。
完善的品质保障体系,实现全过程质量管控品质控制贯穿加工全过程。设备集成在线测量系统,通过雷尼绍探针自动检测加工尺寸,实时补偿刀具磨损。智能监控系统通过振动传感器、声发射检测等技术,实时判断加工状态,预防质量异常。所有加工参数、检测数据自动记录保存,形成完整的质量追溯档案。这种全过程的质量管控模式,使产品合格率稳定保持在99.5%以上,为制造提供了坚实保障。当发生刀具破损时,系统立即报警并自动调用备用刀具,比较大限度减少停机损失。高压内冷系统提供80bar冷却压力,有效延长刀具使用寿命。这些智能化的刀具管理功能,确保了加工过程的连续性和稳定性。智能数控系统,可预先编程复杂加工路径,一次装夹即可完成所有铣面和打孔任务。
设备设计充分考虑操作便利性,配备可移动式操作面板,操作高度符合人机工程学要求。智能照明系统自动调节光照强度,降低操作者视觉疲劳。安全门配备观察窗,便于随时观察加工状态。采用德国技术的高速电主轴,最高转速达12000rpm,配备油气润滑系统。主轴动态平衡等级达G0.4级,确保高速运转时的稳定性。智能温控系统通过循环油冷保持主轴恒温,确保加工精度。建立完善的服务网络,提供7×24小时技术支持。专业工程师团队确保2小时内响应,24小时内到达现场。建立完善的备件库,常用配件24小时内发货。定期巡检与预防性维护服务,确保设备始终处于比较好状态。智能识别工件位置,自动对焦,确保每个标识都在正确位置。安徽便携铣打机供应商
无耗材设计,需更换标准刀具,长期使用成本极低。广东便携铣打机
传统机加工效率卡在哪儿?算算全自动铣钻一体机如何将效益提升300%。
作为一名工厂负责人或工程师,您是否对这一幕习以为常:一个工件在铣床和钻床之间来回搬运、重复定位、多次装夹,效率低下且精度伴随每次移动而衰减。问题在于「工序分散」和「人工依赖」。全自动铣面钻孔机提供的正是一体化解决方案。它的价值并非简单的功能叠加,而是通过一次装夹,完成所有工序,从根本上消灭了重复定位误差。效益提升体现在三个层面:时间成本:自动上下料机构(可选配)实现24小时无人值守加工,单件工时下降可达60%-70%。人力成本:1台设备需1人看管多台,解放了skilledworker去做更高价值的工作。管理成本:工序简化,生产节拍固定,管理难度和排产压力骤降。投资一台这样的设备,回本周期通常短于12个月。它不*是设备升级,更是对生产模式的战略性重构。 广东便携铣打机