商机详情 -
压力容器ASME设计服务咨询
压力容器行业属于典型的离散型制造,多品种、小批量、非标定制化特点明显,传统模式下依赖焊工等技能人员,生产效率和质量稳定性是管理难点。通过数字化转型和智能制造升级,企业可以开辟巨大的内部运营效率提升空间,并为商业模式创新提供可能。在设计端,部署基于PLM/PDM系统的协同设计平台,并开发参数化设计与快速报价系统,能将非标产品的设计周期从数周缩短至几天,快速响应客户需求。在生产端,实施MES(制造执行系统),为每个容器建立***的“数字身份证”,实时追踪其从下料、成型、焊接、热处理到检测的全过程,实现生产进度、物料、质量数据的透明化管理,***减少在制品库存和等待时间。在**制造环节,投资自动化、智能化设备是关键:如集成视觉系统的智能焊接机器人,不*能保证焊缝质量的稳定性和可追溯性,还能降低对高级焊工的依赖;大型板材的激光自动下料、封头的机器人抛光、AGV物流小车等,都能大幅提升效率、降低人工成本与劳动强度。更进一步,通过构建工厂数字孪生,可以在虚拟世界中模拟和优化整个生产流程,从而实现真正的柔性制造。数字化转型的成果**终体现在:更短的交货周期、更低的生产成本、更高的质量一致性以及实现大规模定制的能力。 疲劳分析评估循环载荷下容器的寿命与安全性。压力容器ASME设计服务咨询
传统的压力容器企业商业模式是一次性的“设计-制造-销售”,其收入与订单量强相关,波动性大。巨大的上升空间在于颠覆这一模式,将业务向后端延伸,为客户提供覆盖压力容器从“出生”到“报废”的全生命周期服务,从而构建持续、稳定的现金流和客户粘性。这包括:基于数字孪生的预测性维护与健康管理服务。企业可以为售出的**容器安装传感器,实时监测运行状态(应力、温度、腐蚀速率等),并建立与之同步的数字孪生模型。通过分析实时数据,企业能够提前预警潜在故障(如疲劳裂纹萌生、局部腐蚀减薄),并主动为客户提供维护建议、备品备件和检修服务,从“坏了再修”变为“预测性维修”,帮助客户避免非计划停车的巨大损失,企业则从卖产品转向卖“无忧运营”的服务。在役设备的安全性与剩余寿命评估服务。许多老旧容器仍在超期服役,其安全性评估是客户的刚性需求。制造企业凭借对产品原始设计和材料的深刻理解,结合先进的无损检测技术和合于使用评价(FFS)标准,可以为客户出具**的评估报告,判断容器能否继续安全使用或需如何修复,这已成为一个巨大的**服务市场。设备的升级改造、延寿与报废处理服务。通过提供这些高附加值的专业服务。 上海焚烧炉分析设计方案报价分析设计评估应力,保障疲劳寿命。
当前,大量中小压力容器企业仍聚集在中低端市场,进行着基于标准图纸和成熟工艺的“来料加工”式生产,产品同质化严重,利润空间被持续压缩。****的上升空间在于突破这片红海,向高技术壁垒、高附加值的**制造领域进军。这要求企业不再**是制造商,而是成为拥有**设计与分析能力的解决方案提供商。**市场的典型**包括但不限于:大型核电机组的关键设备,如核反应堆压力容器、稳压器、蒸汽发生器,这些设备对材料、焊接、无损检测的要求达到了工业制造的***,准入资质极高,但一旦突破,将建立极高的技术和品牌护城河。新型能源领域的**装备,如百兆瓦级压缩空气储能系统的大型压力容器、氢能产业的各类高压储氢容器(尤其是面向未来的IV型全复合材料气瓶)以及液氢储运设备,这些领域处于爆发前夜,技术尚未完全标准化,抢先布局者将制定行业标准。**化工材料反应器,如用于生产**聚烯烃的大型环管反应器、超临界反应器等,这些设备工艺特殊、结构复杂,需要与工艺包提供商深度合作,进行联合设计与开发。迈向**制造,意味着企业需要持续投入研发,积累特殊材料焊接工艺、复杂应力分析、极端条件密封等Know-how。
并非所有企业都有资源和能力去覆盖所有类型的压力容器。另一个极具潜力的上升路径是放弃“大而全”,选择“小而美”,专注于一个或几个细分市场,做深做透,成为该领域无可争议的“隐形***”。细分市场可以按行业划分:例如,专门为生物制药行业提供符合GMP、FDA要求的无菌级压力容器,精通于不锈钢电解抛光、自动焊接、卫生级设计;专注于食品饮料行业的发酵罐、调配罐,精通于CIP/SIP(就地清洗/灭菌)系统集成;或深耕船舶配套领域,专业制造船用液化气(LNG/LPG)燃料罐和货物围护系统。也可以按材料划分:例如,成为钛、锆、镍基合金等特种材料压力容器的**,掌握这些活性金属的特殊焊接和热处理工艺,服务于强腐蚀化工环境;或者专注于复合材料压力容器的研发与制造。还可以按工艺划分:例如,专精于厚壁容器的深孔加工、超大型容器的现场组焊、或特殊热处理工艺。通过专业化,企业可以集中研发资源,积累该领域****的工程经验和数据库,打造***的成本控制和产品质量。当客户有相关需求时,***个想到的就是你。这种深度专业化构建了强大的壁垒,即使大型综合型企业也难以轻易介入,从而让企业在细分赛道中获得定价权和稳定的市场份额,利润率远高于通用产品市场。 防止塑性垮塌,保证容器总体结构完整性。
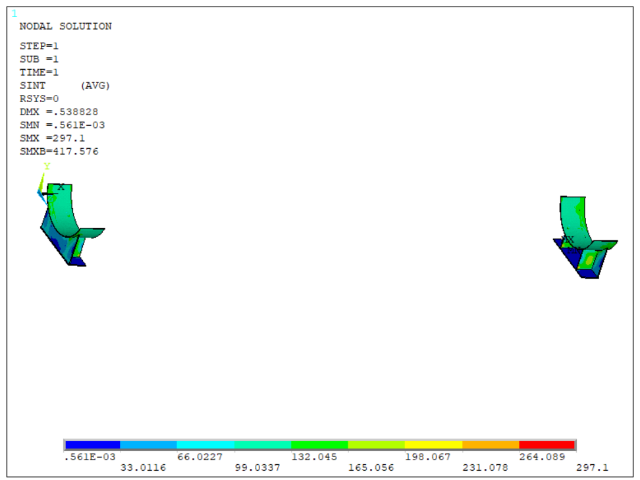
压力容器分析设计的**在于通过理论计算和数值模拟,确保容器在各类载荷下的安全性、可靠性和经济性。与传统的规则设计(如ASMEVIII-1)不同,分析设计(如ASMEVIII-2、JB4732)允许更精确地评估应力分布,从而优化材料用量。其基本原理包括:应力分类法:将应力分为一次应力(由机械载荷直接产生)、二次应力(由约束引起)和峰值应力(局部集中),并分别设定许用值。失效准则:包括弹性失效(如比较大剪应力理论)、塑性失效(极限载荷法)和断裂失效(基于断裂力学)。设计方法:涵盖弹性分析、弹塑性分析、疲劳分析和蠕变分析等。典型应用如高压反应器设计,需通过有限元分析(FEA)验证筒体与封头连接处的薄膜应力是否低于(设计应力强度)。 基于弹塑性理论,允许结构局部屈服,充分利用材料承载潜力。上海压力容器设计二次开发业务
遵循ASME BPVC Section VIII Div.2或JB 4732等分析设计规范标准。压力容器ASME设计服务咨询
开孔补强设计与局部应力开孔(如接管、人孔)会削弱壳体强度,需通过补强**承载能力。常规设计允许采用等面积补强法:在补强范围内,补强金属截面积≥开孔移除的承压面积。补强方式包括:整体补强:增加壳体壁厚或采用厚壁接管;补强圈:焊接于开孔周围(需设置通气孔);嵌入式结构:如整体锻件接管。需注意补强区域宽度限制(通常取),且优先采用整体补强(避免补强圈引起的焊接残余应力)。**容器或频繁交变载荷场合建议采用应力分析法验证。焊接接头设计与工艺**焊接是压力容器制造的关键环节,接头设计需符合以下原则:接头类型:A类(纵向接头)需100%射线检测(RT),B类(环向接头)抽检比例按容器等级;坡口形式:V型坡口用于薄板,U型坡口用于厚板以减少焊材用量;焊接工艺评定(WPS/PQR):按NB/T47014执行,覆盖所有母材与焊材组合;残余应力**:通过焊后热处理(PWHT)**应力,碳钢通常加热至600~650℃。此外,角焊缝喉部厚度需满足剪切强度要求,且禁止在主要受压元件上使用搭接接头。 压力容器ASME设计服务咨询