商机详情 -
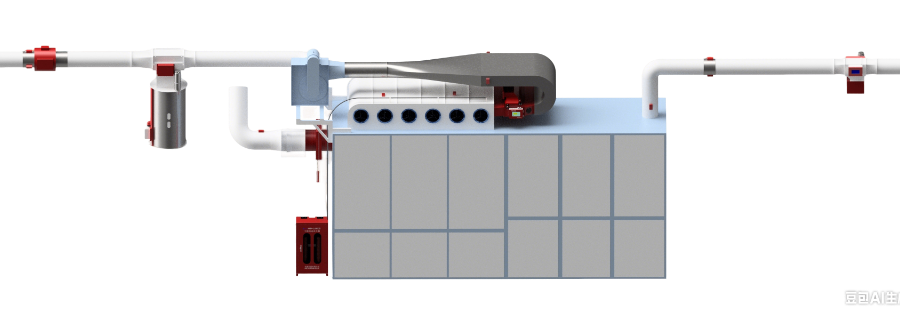
福建滤尘火花探测器应用场景
鹰眼设备的AI 关联模型持续迭代升级,基于 5000 + 纺织行业实测案例(涵盖棉、麻、丝、化纤等原料)优化算法,新增 “异常火花识别” 功能 —— 可区分金属摩擦火花(持续时间 10-50ms,光谱峰值 1.2μm)与静电火花(持续时间<5ms,光谱峰值 1.5μm),避免静电干扰导致的误报,在广东某化纤厂的应用中,误报率从每月 0.5 次降至 0.1 次。模型还支持 “用户自定义样本库”,客户可将生产中遇到的特殊金属杂质(如铝制拉链碎屑、合金针头等)录入系统,通过 100 次以上采样训练模型,某山东废纺企业通过该功能,成功实现对直径 2mm 铝颗粒的精确识别,解决了废纺再生过程中的金属污染问题。金火探设备带防冲击,运输安装不易损,详情联系李经理。福建滤尘火花探测器应用场景

安普科技的金属探测器采用多频电磁感应技术,通过发射高频交变磁场(20-100kHz),可同时识别铁、铜、不锈钢等金属类型,对直径≤2mm 的铁球和≤3mm 的不锈钢颗粒实现 100% 检出。设备内置自适应灵敏度调节模块,在化纤车间自动切换高频扫描模式(纤维层),在棉纺工序启动低频感应模式(避免高湿度误报),误报率低于 0.2 次 / 月。其全屏蔽金属管道设计(弃用玻璃钢材质)可靠隔绝变频器、电机等设备的电磁干扰,在清棉机强震动环境中仍能保持信号稳定性,通过 IEC 60068-2-6 抗震动测试。该系列产品已通过 Ex dⅡCT6 Gb 防爆认证,适用于 20 区粉尘危险环境,外壳可承受 1.5MPa 压力,防护等级达 IP68。纺织探测器如何定价金属探测器带轻便设计,移动检测易,适临时用,详情联系李经理。
设备的AI 智能分析系统是关键技术亮点:内置四核处理器(主频 1.5GHz),运行自主研发的 “金属 - 火花关联模型”,该模型通过 5000 组纺织行业实测数据训练,可识别金属杂质与管道摩擦产生的火花特征(如火花持续时间、运动轨迹与金属颗粒的关联性)。例如,当金属探测模块检测到不锈钢碎屑后,系统自动将火花探测模块的灵敏度提升 20%,并预测碎屑可能摩擦产生火花的区域,若后续在该区域检测到火花,立即判定为 “高危事件”,15ms 内触发排杂 + 灭火双重动作;若检测到单一金属或火花信号,则根据危险等级启动分级响应(金属排杂、火花报警),避免过度停机。在江苏某混纺企业的应用中,该设备通过 “棉麻模式”“化纤模式” 的智能切换,适应不同原料的检测需求:棉麻模式下增强金属探测灵敏度(应对天然纤维中的杂质),化纤模式下优化火花探测算法(应对化纤静电产生的虚假信号),检测准确率保持 99.8% 以上,无效停机次数较传统设备减少 75%。此外,设备支持 RS485 / 以太网双接口接入 AMPEMCP 物联网云平台,可实时上传金属检出数量、火花报警次数、排杂成功率等数据,用户通过手机 APP 即可查看设备运行趋势,提前 72 小时预警传感器污染、线圈老化等潜在故障,实现预测性维护。
金属火花探测器搭载红外光电传感器,响应时间≤30ms,可捕捉 Φ0.3mm 的流动火花。设备采用 360° 环形红外阵列设计,盲区减少至 5°,配合立体交叉探测布局,在化纤高速生产线(线速 > 100m/min)中实现火花检出率 100%。其智能学习功能可记录 30 天环境数据,生成个性化模型以适应季节 / 时段变化,例如在梅雨季节自动启动温湿度补偿算法,将误报率从传统设备的 5 次 / 月降至 1 次 / 月。灭火系统采用食品级 CO₂(单次消耗≤1m³)或去离子水,符合欧盟 REACH 法规,适用于婴幼儿纺织品等高敏感生产场景。设备通过 ATEX II 2G Ex db IIC T6 Gb 认证,可在石油化工等高危行业稳定运行。金属探测器带多尺寸,大小产品都能检,适配广,详情联系李经理。
安普二合一金属火花探除器(AMP-2000.v21)的主要技术是“探测 - 排杂” 一体化机芯设计,打破传统设备 “探测模块与执行机构分离” 的局限。机芯内部集成金属探测线圈(多频 20/50/100kHz)、红外火花传感器(1.0-1.7μm 响应波长)和双气缸排杂阀,整体尺寸 300mm×200mm×150mm,较传统分立设备体积缩小 60%,适配纺织厂清棉机喂棉箱、梳棉机道夫等狭小安装空间。金属探测线圈采用 “微型密绕工艺”,匝数达 1200 匝,在直径 80mm 的线圈范围内,可检出2.0mm 铁球、3mm 铜粒、4mm 不锈钢碎屑;火花传感器沿用鹰眼设备的红外 CCD 技术,通过图像灰度对比识别 Φ0.5mm 火花,误报率<0.3 次 / 月。鹰眼探测器带光谱分析,医用级,GMP 认证,金属轨迹可追溯,详情联系李经理。四川鹰眼金属火花探测器厂家
火盾系统支持手机app,家具厂用,实时看设备状态,故障响应 2 小时,详情联系李经理。福建滤尘火花探测器应用场景
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有 6 条生产线,每月换产 15 次,采用传统设备时,每次换产损失 2 小时产能(按每条线每小时产纱 100kg、纱价 20 元 /kg 计算,单次损失 4 万元),年损失 720 万元;安装安普多路设备后,换产无停机损失,年避免产能损失 720 万元,设备采购成本(1 台主控制器 + 6 台从单元,总 48 万元)需 1.3 个月收回。此外,设备的 “多通道校准功能” 允许不同通道针对不同原料单独校准(如 1 号通道校准棉纺、2 号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持 100%,误报率降至每月 0.1 次,较传统设备减少 90% 无效停机,生产效率提升 12%。福建滤尘火花探测器应用场景